|
|
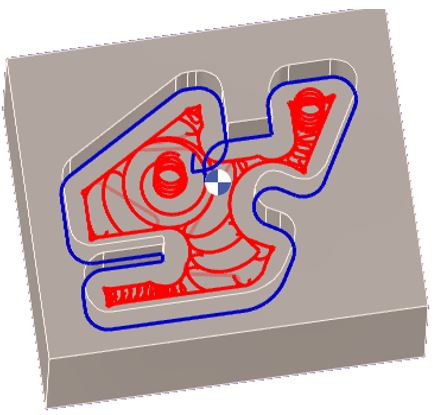
PAM ist ein Schruppwerkzeugweg, der den Schlichtvorgang vorwegnimmt, um einen konstanten Eingriffswinkel beim Schlichten zu gewährleisten. |
Entdecken Sie die Vorteile und Patentinformationen durch Klick auf hier .
Schlüsselpunkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Max. Spandicke ( h ) |
Bereinigungszone |
|
Art der Bereinigung |
Verbleibende Dicke |
|
|
Mindest Radius |
||
|
Vorbereitung des Schlichtens |
||
|
Hinterschnitt und Nachbearbeitung |
Hinterschnitt bearbeiten |
|
|
Rohteilberechnung |
||
|
|
||
|
Begrenzung der Bearbeitung |
||
|
|
||
|
Überlappungsberechnung |
||
|
seitliche Zustellung |
|
|
|
Aufmaße |
||
|
|
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
||
|
Anfahren und Rückzug in Z |
||
|
|
||
|
Z Eintauchen |
||
|
|
||
|
Eilgangverwaltung |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
S.abst. WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschubeinheit |
||
|
Eintauch Drehzahl |
Getriebestufe |
|
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräseinstellungen |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannern und Komponenten |
||
|
Werkzeugwegoptimierung |
Rest Zonen Toleranz |
Vorschubanpassung |
|
Splineberechnung |
Auflösen in |
|
|
Werkzeugwegberechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |