Zyklus: millyuGO Tasche, Tasche, Tasche + Kontur, Tasche Räumen (Stirnfräsen), Rest Tasche, millyuGO, PAM
Z Zustellung (Ap)
Dies ist die Z-Inkrement zwischen zwei Durchgängen. Sie entspricht dem Schnitt der Gesamttiefe. Wenn die inkrementelle Tiefe größer ist als die maximale Durchgangstiefe des Werkzeugs, erscheint eine Warnmeldung.
Wenn der Wert auf 0 setzen ist, hat der Werkzeugweg nur einen Durchgang, der am Boden der Form oder in der Bodentiefe erfolgt.
In diesem Fall sind die anderen Optionen im Bereich 'Z-Schritte berechnen' nicht erforderlich.
|
Setzen Sie beispielsweise den Z-Schritt auf 0 :
|
|
|
Obere Fläche schlichten Z0 |
2. Fläche schlichten Z-15 |
3. Fläche schlichten Z-8 |
|
|
|
Durchgang
Verwaltung der Durchgänge entsprechend den Untertaschen und den Inseln der Tasche. Es ist möglich, die Durchgänge an die verschiedenen Tiefen der Tasche anzupassen oder das Inkrement zu respektieren und dann die Inseln und Taschenböden nachzubearbeiten. Eine dritte Option ermöglicht die Programmierung eines Nachbearbeitungsdurchgangs nach dem Schruppen der Tasche.
Drei Optionen sind verfügbar, die Nachbearbeitungsparameter sind je nach gewählter Option verfügbar oder nicht.
|
|
Der Durchgang wird angepasst : das Durchgangsinkrement wird angepasst, um die Bearbeitung der Oberseite von Inseln und des Bodens der Tasche zu ermöglichen. |
|
|
|
|
Der Durchgang wird konstant : das Inkrement wird respektiert, eine Insel- und Bodenbearbeitung kann programmiert werden. |
|
|
Es gibt Restmaterial : die Tasche wurde zuvor geschruppt, nur die Oberseite der Inseln und der Boden der Taschen werden bearbeitet. |
|
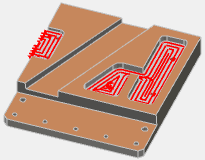
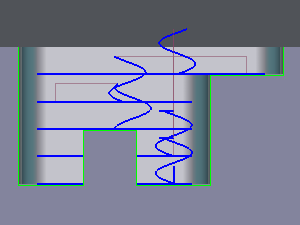
a. Der Durchgang ist angepasst
GO2cam optimiert den Inkrementwert, um die Oberseite von Inseln und den Boden von Taschen zu bearbeiten. Folglich ist der Durchgang nicht konstant und die Tasche wird vollständig bearbeitet.
GO2cam wird niemals einen Durchgang programmieren, der größer ist als das in der Strategie eingegebene Inkrement.
|
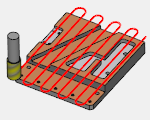
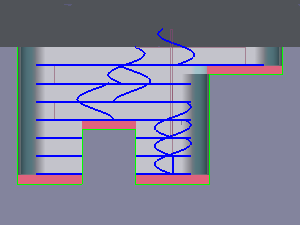
b. Der Durchgang wird konstant
Das Durchgangsinkrement wird unabhängig von der Form der Tasche respektiert. Wenn die Oberseite von Inseln und der Boden von Taschen nicht mit einem Durchgangswert übereinstimmen, werden sie nicht bearbeitet. Siehe Beispiel unten, die roten Bereiche werden nicht bearbeitet.
Wenn diese Option gewählt wird, erscheinen zwei Parameter in der Strategie: Inselnachbearbeitung und Bodennachbearbeitung. Die Wahl von Ja ermöglicht die Programmierung eines Nachbearbeitungsdurchgang speziell für den Boden von Untertaschen und die Oberseite von Inseln.
Sonderfall : wenn die Seiten konisch sind, ist es möglich, einen Rauhigkeitsnachbearbeitungsdurchgang zu programmieren, der nach dem Schruppen der Tasche mit einer Aufwärts Bewegung erfolgt.
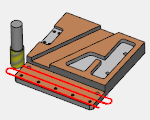
Keine Nachbearbeitung
|
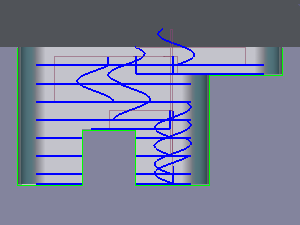
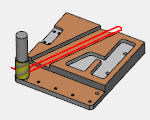
Mit Insel- und Boden-Nachbearbeitung
|
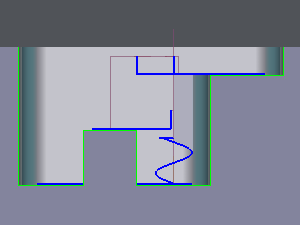
c. Restmaterial
Wählen Sie diese Option, wenn Sie einen spezifischen Durchgang zur Nachbearbeitung der Bereiche programmieren möchten. Der Vorteil ist, dass Sie das Werkzeug oder beliebige Parameter für diesen Nachbearbeitungsdurchgang ändern können. Geben Sie die Dicke des zu bearbeitenden Materials ein.
Wählen Sie, ob die Oberseite der Insel oder der Boden der Tasche oder beides nachbearbeitet werden soll.
Wenn keine dieser Optionen gewählt wird, hat der Zyklus kein Material zu bearbeiten und wird in den Wartezustand versetzt.
|
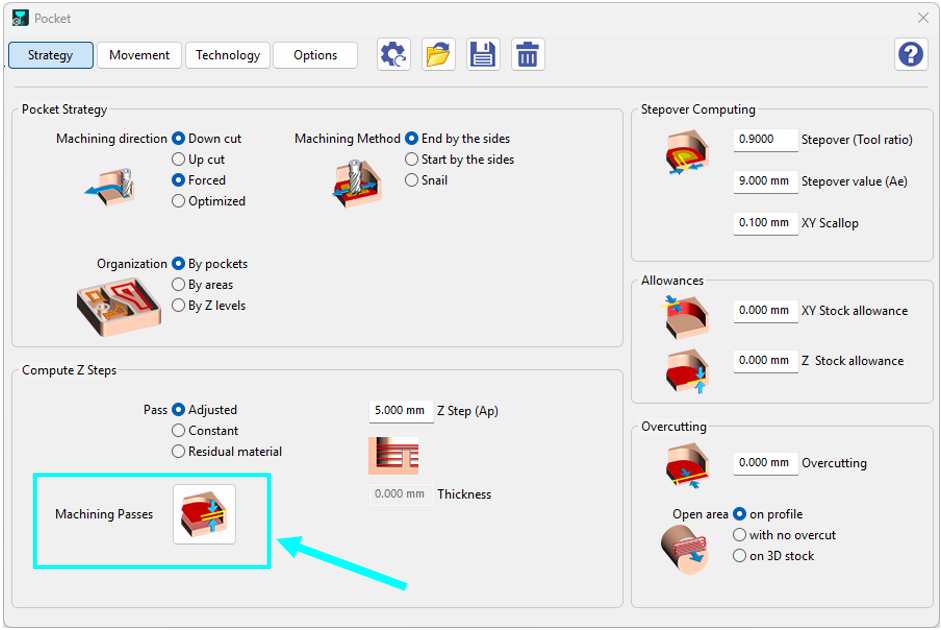
Bearbeitungsdurchgänge
|
|
Der Bearbeitungsdurchgänge Abschnitt wurde aktualisiert, um eine zentralisierte, granulare Steuerung des vertikalen Werkzeugeingriffs zu ermöglichen. Dieses Menü ermöglicht es Ihnen, genau zu definieren, wie das System jeden Z-Tiefenschritt berechnet und ausführt. |
|
|
Zugriff auf BearbeitungsdurchgängeSie können diese Einstellungen innerhalb von Standard-Taschenzyklen aufrufen, einschließlich MillyuGo , Tasche , Tasche Räumen (Stirnfräsen) , Tasche + Kontur und Rest Tasche .
Für die meisten Zyklen befindet sich diese Schaltfläche direkt im Bereich Z-Schritt berechnen am unteren Rand der Strategie-Seite, außer für MillyuGo , sie ist speziell oben rechts auf der Strategie-Seite positioniert. |
|
|

|
|

|
|
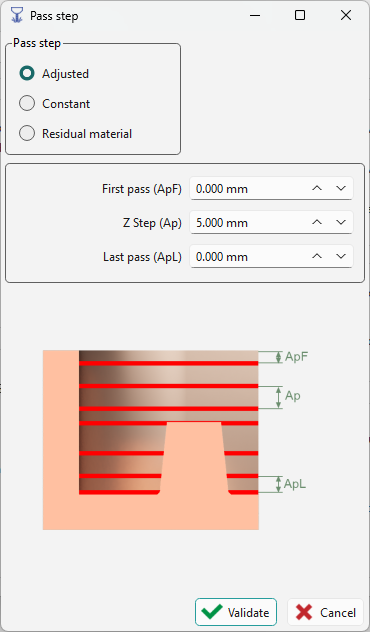
Erste und letzte DurchgangssteuerungFür optimale Werkzeuglebensdauer und Oberflächengüte können Sie nun die Ein- und Austrittstiefen unabhängig voneinander definieren:
Beispielkonfiguration: Wenn Sie einen 2 mm ersten Durchgang, 4 mm Standard-Z-Schritte und einen 4 mm letzten Durchgang einstellen, führt das System einen kleineren anfänglichen Eintritt durch, gefolgt von Standard-4-mm-Schritten und einem präzisen 1-mm-Finalschnitt. 1 mm letzten Durchgang einstellen, führt das System einen kleineren anfänglichen Eintritt durch, gefolgt von Standard-4-mm-Schritten und einem präzisen 1-mm-Finalschnitt. |
|
|

|
||
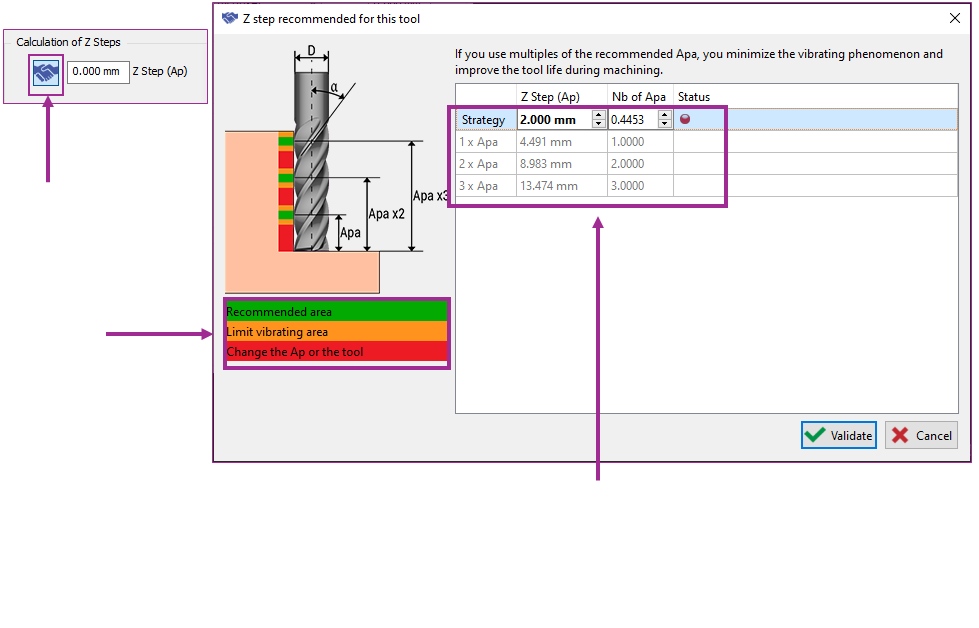
Speziell für millyuGO
Berechnung der Z-Schritte (Ap)
Die Apa wird berechnet nach:
Es ist möglich, direkt auf die von der Tabelle angegebene Apa zu klicken: der Wert wird in der Strategie angewendet. |
|
|
Die Tabelle zeigt den in der Strategie eingegebenen Wert:
|