|
|
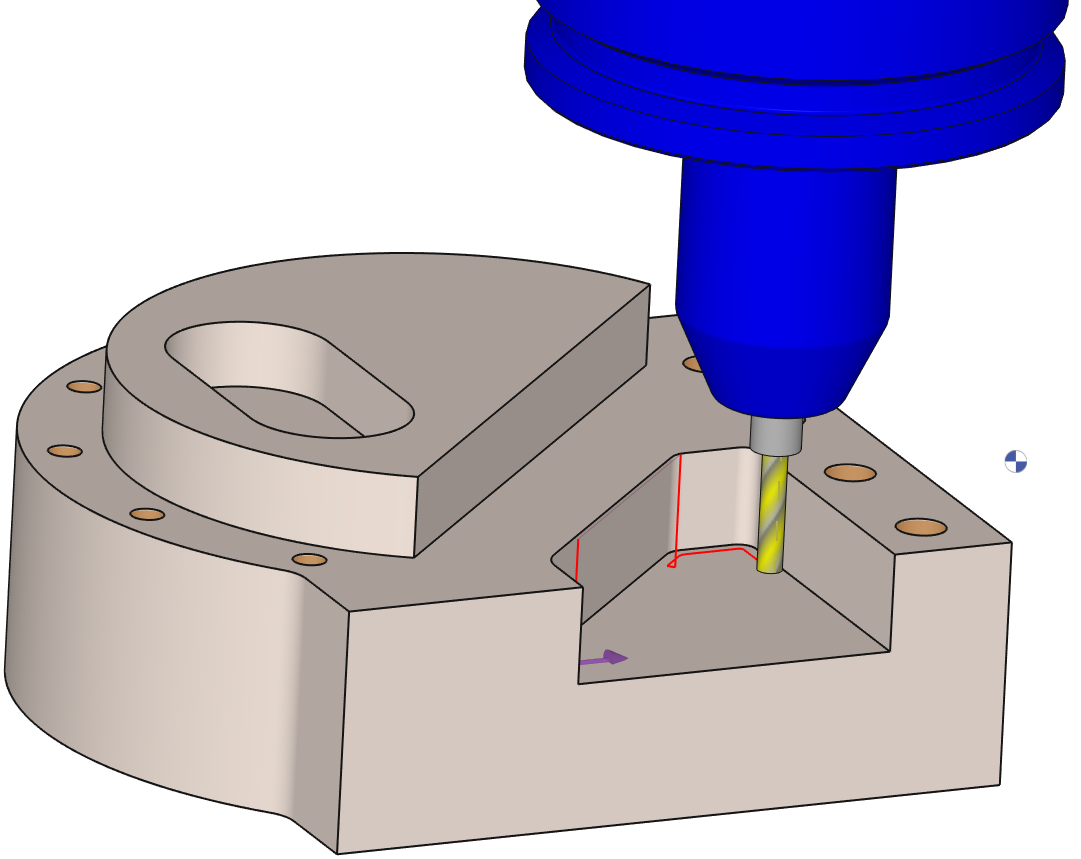
Ce cycle est défini après un cycle de contournage et vise à reprendre automatiquement les zones où l'outil précédent n'a pas pu aller. |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet et compensation |
||
|
|
||
|
Outil et surépaisseur en contournage |
||
|
Calcul pas Z |
|
|
|
Surépaisseurs |
||
|
Dépassement |
|
|
Paramètres de déplacement
l
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
||
|
Approche et retour en Z |
||
|
|
||
|
Déplacements entre approche Z et engagement XY |
|
|
|
|
||
Paramètres technologiques
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Niveau |
Vitesse rotation |
|
|
Unité avance |
||
|
Numéro de gamme |
||
|
|
||
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Set fraisage |
|
|

Paramètres d'options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
||
|
Zone de sécurité |
||
|
Calculs de courbes |
Découpe courbe |
|