Cycle : Contournage, Reprise contour, Rainurage, Chanfreinage, Dépouille, Profilage, Chanfreinage
|
|
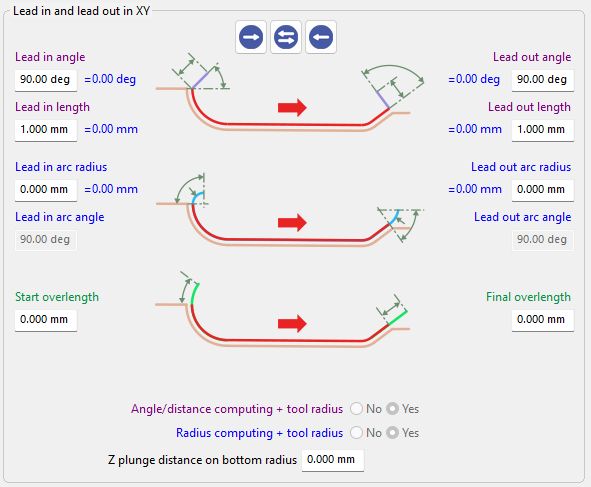
En savoir plus sur l'interface des paramètres d'engagement/dégagement en cliquant sur lien ici . |
|
Introduction
Les paramètres d'angle et de longueur d'engagement/dégagement définissent la manière dont l'outil aborde le trajet d'usinage avant de commencer la coupe.
Ces réglages contrôlent la direction et la distance du mouvement de l'outil lors de la transition entre le positionnement rapide et le trajet d'outil programmé.
Un réglage correct de ces paramètres assure une entrée en coupe douce tout en minimisant l'engagement brutal de l'outil.
|
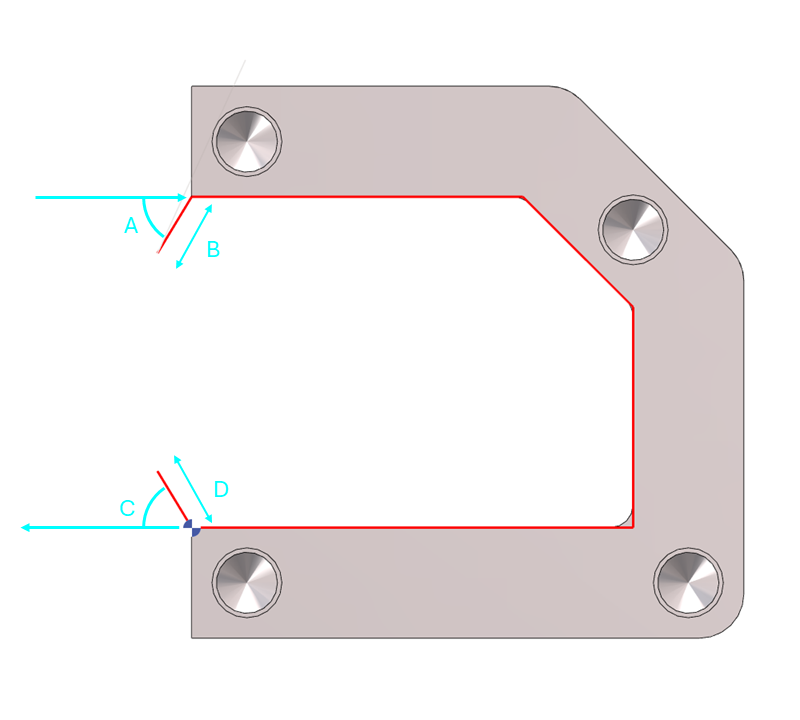
A. Angle d'engagementL'angle d'engagement, avec la longueur d'engagement, définit le mouvement d'entrée de l'outil à vitesse d'avance avant le début du trajet d'usinage. Ce mouvement permet à l'outil d'engager progressivement la matière et d'appliquer la compensation de diamètre d'outil (G41 ou G42). L'angle d'engagement peut être réglé entre 0° et 90°. Si le décalage d'outil ou le trajet d'outil est positionné à gauche ou à droite, l'angle est défini comme une valeur absolue par rapport au premier élément du profil. Si aucun décalage n'est appliqué (position centrale) et que le trajet d'outil est défini en position pièce, l'angle est défini comme une valeur absolue suivant la direction antihoraire d'un cercle. La distance de ce mouvement d'entrée est définie par le paramètre de longueur d'engagement. |
B. Longueur d'engagementLa longueur d'engagement définit la distance du mouvement d'entrée de l'outil avant d'atteindre le trajet d'usinage. Cette valeur doit être supérieure au rayon de l'outil pour assurer une application correcte de la compensation de diamètre d'outil. La longueur est mesurée le long de la direction de l'angle d'engagement, et non le long des axes X ou Y. |
C. Angle de dégagementL'angle de dégagement, avec la longueur de dégagement, définit le mouvement de sortie de l'outil à vitesse d'avance après le trajet d'usinage. Ce mouvement permet d'annuler en douceur la compensation de diamètre d'outil (G41 ou G42). L'angle de dégagement peut être réglé entre 0° et 90°. Si le décalage d'outil ou le trajet d'outil est positionné à gauche ou à droite, l'angle est défini comme une valeur absolue par rapport au dernier élément du profil. Si aucun décalage n'est appliqué (position centrale) et que le trajet d'outil est défini en position pièce, l'angle est défini comme une valeur absolue suivant la direction antihoraire d'un cercle. La distance de sortie de ce mouvement est définie par le paramètre de longueur de dégagement. |
D. Longueur de dégagementLa longueur de dégagement définit la distance du mouvement de sortie de l'outil après avoir quitté le trajet d'usinage. Cette valeur doit être supérieure au rayon de l'outil pour assurer une annulation correcte de la compensation de diamètre d'outil. La longueur est mesurée le long de la direction de l'angle de dégagement, et non le long des axes X ou Y. |