|
|
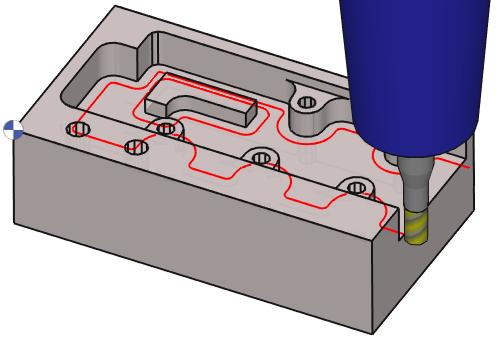
Dieser Zyklus ist ein Konturfräszyklus mit Kompensation, der nach dem Schruppen einer Tasche ausgeführt wird. Er basiert auf der Geometrie, die bei der Auswahl des Taschenzyklus angezeigt wird. Klassischer Prozess für die Taschenbearbeitung: Tasche (oder Tasche + Kontur) + Rest Tasche + eventuell Vorschlichten Kontur . |
Schlüsselpunkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
||
|
Werkzeugweg und Kompensation |
||
|
Schlicht Überlappung |
||
|
Werkzeug und Aufmaß in Tasche |
||
|
Z-Schritte berechnen |
||
|
Aufmaße |
||
|
Überlappung |
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit |
||
|
Anfahren und Rückzug in Z |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
|
|
Verwaltung von Eilgängen |
||
|
|
||
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschubeinheit |
||
|
Eilvorschub |
Getriebestufe |
|
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräseinstellungen |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
||
|
Splineberechnung |
Splinezerlegung |
|
|
|
||
|
|
||
|
Werkzeugbahn Optionen |
Max Winkel |
|