|
|
Der Schruppen Gußrohteil Zyklus wird verwendet, um eine Schruppoperation auf einem Gußrohteil zu erstellen, d.h. es wird parallel zum bearbeiteten Teil mit einer zusätzlichen Dicke geformt. Die Dicke des Rohteils relativ zum Teil muss in der Strategie angegeben werden, und die Werkzeugwege werden basierend auf dieser Dicke generiert. |
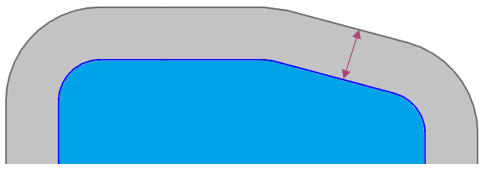
Part in Blau ; Thickness in Grau |
Wichtige Punkte
|
Der wichtige Parameter dieses Zyklus ist die Dicke , die den Unterschied zwischen dem Teil und dem Rohteil ausmacht. Dies definiert somit die Anzahl der XY-Pässe. 
Hinweis:
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Bearbeitungsrichtung |
|
|
Optimierung |
|
|
|
Begrenzung der Bearbeitung |
Begrenzungsbereich |
|
|
|
||
|
Gußrohteil |
Dicke |
|
|
Überlappungsberechnung |
Überlappung (Werkzeugverhältnis) |
Überlappungswert (Ae) |
|
Bodenrauhigkeit |
Spitzen der Bodenfläche |
|
|
Z Zustellung |
Z Zustellung (Ap) |
|
|
Aufmaße |
Aufmaß in XY |
Aufmaß in Z |
|
Aufmaß senkr. zur Fläche (3D) |
|
|
|
Höhenliste |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Sicherheitsebene |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Anfahrhöhe |
Rückzugshöhe |
|
Rückzugshöhe |
|
|
|
Z Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Einstechbreite |
Min.Bearb.Bereich |
|
|
Einstechwinkel |
|
|
|
Eilgangverwaltung |
Bewegungen: Eilgang, G1 Fmax, G0/G1 Fmax |
Eilgang Sicherheitsabstand |
|
Eilgang/Fmax % |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
S.abst. WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
||
|
Vorschubeinheit |
Getriebestufe |
|
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräseinstellungen |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
Abstand XY |
|
|
Abstand Z |
||
|
Werkzeugwegoptimierung |
Rest Zonen Toleranz |
Maximale Überlappung |
|
Koeff der Vorschubreduktion |
Maximale Überlappung % |
|
|
Verrundungen |
Schleifenradius |
|
|
Splineberechnung |
Auflösen in |
|
|
Werkzeugwegberechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |
|
Kühlung |
||