|
|
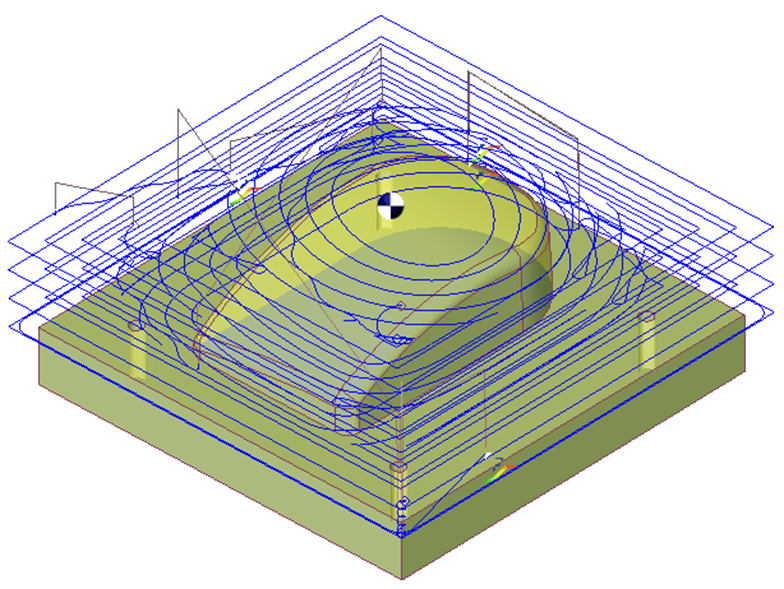
Dieser Zyklus ermöglicht uns die Schruppbearbeitung des Rohteils, d.h. des Polyeders (Materialblock), der durch die Werte Xmini, Xmaxi, Ymini, Ymaxi, Zmini, Zmaxi um das Teil herum definiert ist.
|
Schlüsselpunkte
Beachten Sie, dass bei einem negativen Aufmaß der Wert nicht größer sein darf als der Eckradius des verwendeten Werkzeugs (Für Radius = 3, Aufmaß - 4 unmöglich). |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Bearbeitungsrichtung |
|
|
Optimierung |
|
|
|
Begrenzung der Bearbeitung |
Begrenzungsbereich |
|
|
|
||
|
Überlappungsberechnung |
Überlappung (Werkzeugverhältnis) |
Überlappungswert (Ae) |
|
XY Aufmaß |
Berücksichtigung der Rauhigkeit |
|
|
Z Zustellung |
Z Zustellung (Ap) |
|
|
Aufmaße |
XY Aufmaß |
Z Aufmaß |
|
Normales Aufmaß |
|
|
|
Höhenliste |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Eilgang-Ebene Höhe |
Sicherheitsabstand |
|
Anfahren und zurück in Z |
Anfahrhöhe |
Rückzugshöhe |
|
Rückkehrhöhe |
|
|
|
Z Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Rampenradius |
Min. Bearbeitungsbereich |
|
|
Eintauchwinkel |
|
|
|
Eilgangverwaltung |
Bewegungen: Eilgang, G1 Fmax, G0/G1 Fmax |
Fmax Sicherheitsabstand |
|
Eilgang/Fmax % |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
SD/ Werkzeugschaft |
|
Werkzeughalterverwaltung |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschwindigkeit |
|
Vorschub pro Zahn |
Spindelrichtung |
|
|
Spindeldrehzahl |
||
|
Vorschub |
Spindel-Drehzahlbereich |
|
|
Werkzeugnummer |
Spezifische Nummer |
|
|
Längenkompensationsnummer |
Durchmesser-Komp.-Nr. |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräseinstellungen |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
Offset XY |
|
|
Offset Z |
||
|
Werkzeugwegoptimierung |
Restzonen Toleranz |
Maximale Überlappung behandeln |
|
Koeff. der Vorschubreduktion |
Max. Überlappungskoeff. |
|
|
Art des HSM-Radius |
Radius der HSM-Schleife |
|
|
Splineberechnung |
Spline-Segmentierung |
|
|
Werkzeugwegberechnung |
Zerlegung von Werkzeugwegbögen |
Toleranz zur Zerlegung der Bögen |
|
Kühlung |
||