|
|
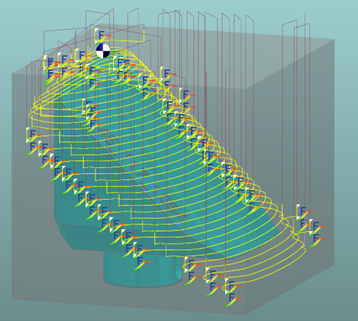
Der Zyklus Restschruppen Guss ermöglicht die Nachbearbeitung des Teils, basierend auf dem gleichen Prinzip wie das Schruppen von Gussrohteilen. Die Nachbearbeitung basiert auf einem Gussblock, mit einem Profil parallel zum Teil. |
Wichtige Punkte
|
|
Parameter der Strategie
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Bearbeitungsrichtung |
|
|
Optimierung |
|
|
|
Bearbeitungsbegrenzung |
Begrenzungsbereich |
|
|
|
||
|
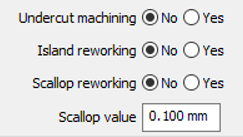
Hinterschnitt und Nachbearbeitung |
Hinterschnittbearbeitung |
Insel Nachbearbeitung |
|
Restschruppen (Stufenreduktion) |
Rauhigkeitswert |
|
|
Gussrohteil |
Dicke |
|
|
Überlappungsberechnung |
seitl. Zustellung XY (%) |
Überlappungswert (Ae) |
|
BodenRauhigkeit |
Spitzen der Bodenfläche |
|
|
seitliche Zustellung |
Z Zustellung (Ap) |
|
|
Aufmaße |
Aufmaß in XY |
Aufmaß in Z |
|
Aufmaß senkr. zur Fläche (3D) |
|
|
|
Höhenliste |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Sicherheitsebene SE |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Anfahrhöhe |
Rückzugshöhe |
|
Endhöhe |
|
|
|
Z Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Einstechbreite |
Min. Bearb. Bereich |
|
|
Eintauchwinkel |
|
|
|
Eilgangverwaltung |
Bewegungen: Eilgang, G1 Fmax, G0/G1 Fmax |
Abhebeabstand |
|
% Eilgang Schwellwert |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
Sicherheitsabstand WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
||
|
Vorschubeinheit |
Getriebestufe |
|
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässetup |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
Spalt Prüfung |
Abstand XY |
|
Abstand Z |
||
|
Werkzeugwegoptimierung |
Restzonen Toleranz |
Maximale Überlappung |
|
Koeff der Vorschubreduktion |
Maximale Überlappung % |
|
|
Verrundungen |
Schleifenradius |
|
|
Mindest Radius |
|
|
|
Splineberechnung |
Splinetoleranz |
Auflösen in |
|
Werkzeugwegberechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |
|
Kühlung |
||