|
|
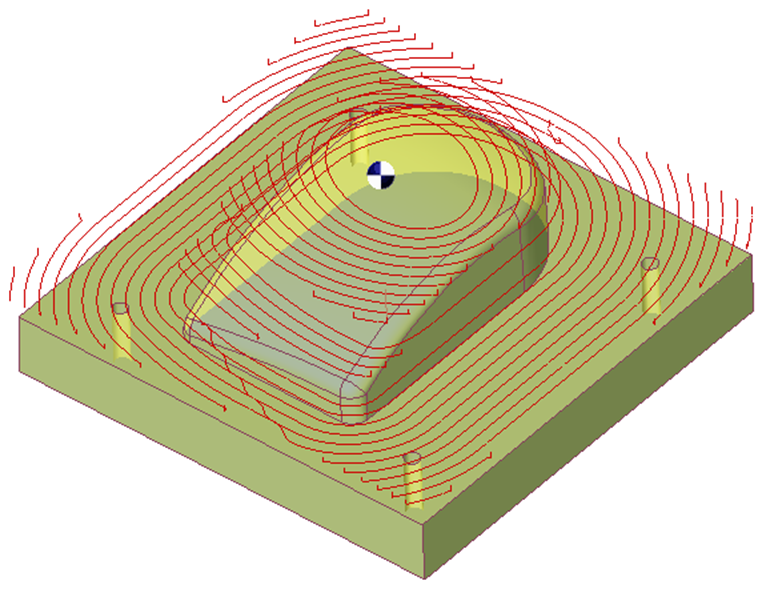
Das Restschruppen des Rohteils ermöglicht die Wiederaufnahme des Teils mit einer Rohteilverwaltung. GO2cam sucht nach dem verbleibenden Material zum Zeitpunkt der Anwendung des Schruppzyklus, indem es das Polyeder, das den Körper oder die Flächen abdeckt, mit dem Polyeder vergleicht, das sich aus den vorherigen Bearbeitungsphasen ergibt. |
Schlüsselpunkte
|
|
Strategie Parameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg Strategie |
Bearbeitungsrichtung |
|
|
Optimierung |
|
|
|
Begrenzung der Bearbeitung |
Begrenzungsbereich |
|
|
|
||
|
Hinterschnitt und Restbearbeitung |
Hinterschnittbearbeitung |
Insel Restbearbeitung |
|
Restschlichten |
Restschlichtwert |
|
|
Rohteilberechnung |
||
|
|
||
|
Überlappungsberechnung |
Überlappung (Werkzeugverhältnis) |
Überlappungswert (Ae) |
|
XY Rauhigkeit |
Berücksichtigung der Rauhigkeit |
|
|
Z Zustellung |
Z Zustellung (Ap) |
|
|
Aufmaße |
Aufmaß in XY |
Aufmaß in Z |
|
Aufmaß senkrecht zur Fläche (3D) |
|
|
|
Höhenliste |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Sicherheitsebene |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Anfahrhöhe |
Rückzugshöhe |
|
Rückzugshöhe am Ende |
|
|
|
Z Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Rampenradius |
Min. Bearb. Bereich |
|
|
Eintauchwinkel |
|
|
|
Eilgangverwaltung |
Bewegungen: Eilgang, G1 Fmax, G0/G1 Fmax |
Eilgang Sicherheitsabstand |
|
Eilgang/Fmax % |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
S. Abst. WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologie Parameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschwindigkeit |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
||
|
Vorschubeinheit |
Getriebestufe |
|
|
Werkzeugnummer |
spezifische Nummer |
|
|
Längenkorrektur Register |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräs-Setup |
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
Spalt Prüfung |
Abstand XY |
|
Abstand Z |
||
|
Werkzeugweg Optimierung |
Rest Zonen Toleranz |
Maximale Überlappung behandeln |
|
Koeff der Vorschubreduktion |
Maximaler Überlappungskoeffizient |
|
|
Art der Verrundung |
Radius der Schleife |
|
|
Mindest Radius |
|
|
|
Splineberechnung |
Splinetoleranz |
Auflösung in |
|
Werkzeugwegberechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |
|
Kühlung |
||