Zyklus :
Alle Standardzyklen außer: Z Wiederholung Tasche, Z Wiederholung Schlichten, Interpolationszyklus
Alle automatischen Formzyklen außer: PAM, Schlichten
Definition
Die Bearbeitungsrichtung ist die Wahl zwischen Gleichlauf- und Gegenlauffräsen.
Englische Terminologie: Gegenlauf / Gleichlauf ist auch bekannt als Gleichlauf / Gegenlauf
Erinnerung
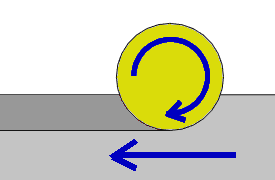
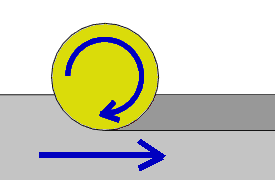
Gegenlauf und Gleichlauffräsen Konvention:
-
Der Vorschub erfolgt auf das Werkstück
-
Die Werkzeugdrehung ist im Uhrzeigersinn (M03)
|
Gegenlauffräsen : Werkzeugdrehung in die gleiche Richtung wie der Vorschub. Vergleich:
|
Gleichlauffräsen : Werkzeugdrehung entgegengesetzt zum Vorschub. Vergleich:
|
|
|
Erzwungen & Optimiert
-
Erzwungen bedeutet, dass alle Werkzeugwege die Bearbeitungsrichtung absolut respektieren.
-
Optimiert respektiert diese Wahl ebenfalls, gibt dem Werkzeugweg jedoch die Möglichkeit, die Richtung bei Bedarf zu ändern.
Die vier Iterationen für die Bearbeitungsrichtung sind wie folgt:
|
|
Gegenlauf + Erzwungen |
|
|
Gegenlauf + Optimiert |
|
|
Gleichlauf + Erzwungen |
|
|
Gleichlauf + Optimiert |
Sonderfall
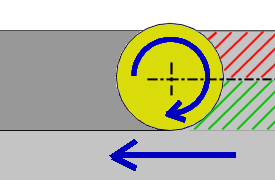
Wenn das Werkzeug im vollen Material bearbeitet, oder genauer gesagt mit einer Zustellung von > 50% des Werkzeugdurchmessers, erfolgt die Bearbeitung gleichzeitig Gegenlauf und Gleichlauf .
|
In Grün der Bereich, in dem das Werkzeug im Gegenlauf arbeitet, in Rot der Bereich, in dem das Werkzeug im Gleichlauf arbeitet. Diese Situation tritt bei Operationen wie Schruppen/Nachbearbeiten und Tasche auf. Wenn der Parameter beispielsweise auf Gegenlauf/Erzwungen eingestellt ist, kann er nicht vollständig eingehalten werden, wenn das Werkzeug im vollen Material arbeitet. Betrachten Sie diese Situation nicht als Fehler der Software. |
|