|
|
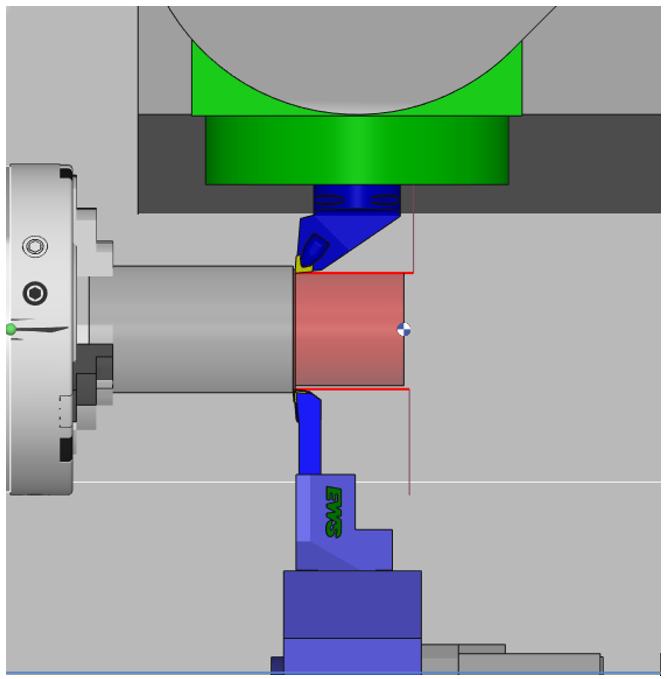
Schruppoperation programmiert mit 2 Werkzeugen auf 2 Revolvern (oder Spindeln) und synchronisiert durch verschiedene mögliche Modi. Die Werkzeugwege können außen, innen oder stirnseitig sein. |
Dieser Bearbeitungszyklus ist nur mit dem optionalen Modul verfügbar MTE .
Die Standard-Simulationen (Dynamisch und Werkzeugweg) zeigen nicht die Realität des Schneidens, der Synchronisationen und eines möglichen zweiten Werkzeugs. Sie sollten synchronisierte Operationen immer mit der MTE-Steuerungssimulation simulieren.
Wichtige Punkte
|
Für Drehmaschinen mit Doppelrevolvern, Fräs-Drehmaschinen sowie Schweizer Maschinen eröffnen synchronisierte Operationen neue Möglichkeiten, indem sie Benutzern erlauben, gleichzeitige Drehoperationen mit Werkzeugen auf gegenüberliegenden Seiten zu programmieren.
|
|
|
Sie können ein Video ansehen, das die Anwendung von synchronisierten Zyklen erklärt. Bei 2.20 Im Video sehen Sie die Definition von zwei verschiedenen Werkzeugen für den Zyklus. Dies gilt, wenn ein einzelnes Werkzeug zweimal geladen wird, aktiviert durch die Funktion 'Ein anderes gegenüberliegendes Werkzeug hinzufügen', zugänglich durch Rechtsklick auf das Werkzeug im Bearbeitungsbaum. In MTE werden diese 2 Werkzeuge bei automatischer Montage automatisch auf gegenüberliegenden Revolvern montiert. Weitere Details finden Sie in den folgenden FAQs durch Klicken auf den Link hier. |
|

Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg |
||
|
Koef R max |
||
|
Synchronisation |
||
|
Bearbeitungsstrategie |
||
|
Aufmaßwert |
||
|
Winkel der Bearbeitung |
||
|
Aufmaß in XY |
||
|
Entgraten |
Aufmaß in Z |
|
|
|
||
|
Spanbruch |
||
|
|
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Anfahr- und Rückfahrparameter |
||
|
Rohteil Überlappung |
S.abst. X bei fallenden Konturen |
|
|
|
||
|
Schlichten Flächenübergreifend |
Überfahren von X0 |
Überfahren (Radius) |
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Spindeldrehzahl n |
Getriebestufe |
|
|
Vorschub in Z |
Vorschubeinheit |
|
|
Vorschub in X |
Spindeldrehrichtung |
|
|
Zustellvorschub |
Max Drehzahl |
|
|
Werkzeugnummer |
spezifische Nummer |
|
|
Radiuskorrektur |
2. Länge komp. Nummer |
|
|
|
||
|
Gegenüberliegende Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Radiuskorrektur |
2. Länge komp. Nummer |
|
|
|
||
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Bearbeitungs-Set |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Kollisionsmanagement |
||
|
Splineberechnung |
Splinetoleranz |
Auflösen in |
|
Optionen |
||
|
Korrekturfaktor |
Koeff der Vorschubreduktion |
|
|
|
||