Diese Option wird in verschiedenen Bearbeitungszyklen mit unterschiedlichen Zwecken und Verhaltensweisen verwendet.
Bitte benutzen Sie die Baum auf der rechten Seite des Bildschirms.
Cycle: Schruppen, // Schruppen, Synchron Schruppen, Schruppgang, Schlichten / Schlichten Ø/Fläche, Synchron Schlichten
Definition
Diese Befehle werden verwendet, um die Pilotpunkte und die Berechnung des Werkzeugwegs zu definieren.
Offset Typ für Schruppen, // Schruppen, Schruppgang, Schlichten
Es ermöglicht, die Werkzeugradiuskorrektur zu berücksichtigen oder nicht.
Das Dropdown-Menü bietet:
-
Links: Der ISO-Code generiert die Anweisung G41.
-
Mitte: Der ISO-Code generiert die Anweisung G40 (keine Korrektur).
-
Rechts: Der ISO-Code generiert die Anweisung G42.
Dieser Offset-Typ ist verfügbar für Schlichten Ø/Fläche Nur.
Offset Typ für Schlichten Ø/Fläche
Es ermöglicht, die Werkzeugradiuskorrektur zu berücksichtigen oder nicht.
Das Dropdown-Menü bietet:
-
Mit: Der ISO-Code generiert die Anweisung G41 oder G42, je nach gewähltem Werkzeugwegtyp.
-
Ohne: Es wird keine Korrektur programmiert.
Werkzeugweg
Der Werkzeugweg wird von GO2cam berechnet und berücksichtigt die Werkzeugradiuskorrektur oder nicht. Das Dropdown-Menü bietet:

|
Teil (Werkzeugmittelpunkt): GO2cam berechnet keinen Offset-Werkzeugweg. Die ISO-Programmierung folgt der geometrischen Kontur. Falls das Werkzeug nicht durchläuft, berechnet GO2cam einen neuen geeigneten Weg und verwaltet die Kollision. |

|
Werkzeugmittelpunkt:
GO2cam berechnet den Werkzeug-Offset-Werkzeugweg auf der rechten Seite, entsprechend dem gewählten Zyklustyp (siehe oben).
|

|
Imaginäre Spitze: GO2cam berechnet den Werkzeugweg und verwaltet Kollisionen. Der Radius wird im GO2cam-WERKZEUG-Panel korrekt vervollständigt. Die Quadrantennummer wird berücksichtigt. |

|
Teil (Imaginäre Spitze): GO2cam verwaltet den Werkzeugweg in Zwischenzyklen und Eilgängen korrekt, insbesondere mit Werkzeugkorrektur. |
Programmierung Teil (Werkzeugmittelpunkt)
In diesem Fall muss der Schneidenradiuswert in der Maschine eingegeben werden.
Offset Typ:
Links (ergibt G41)
Rechts (ergibt G42)
Werkzeugweg:
Teil (Werkzeugmittelpunkt)
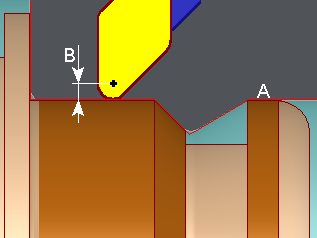
A.
Programmierter Werkzeugweg
B.
Schneidenradiuskorrektur im CNC enthalten.
Programmierung Werkzeugmittelpunkt
In diesem Fall wird der in der Maschine vervollständigte Schneidenradius nicht berücksichtigt.
Offset Typ:
Mitte
Werkzeugweg:
Werkzeugmittelpunkt
GO2cam
programmiert den Werkzeugmittelpunkt-Werkzeugweg auf der rechten Seite des Teils entsprechend dem programmierten Zyklustyp.
Wenn wir Offset Typ = Links oder Rechts , GO2cam programmieren, wird die G41- oder G42-Korrektur generiert. Dies führt zu einer zusätzlichen Verschiebung durch die Maschine, da die Schneidenradiuskorrektur berücksichtigt wird.
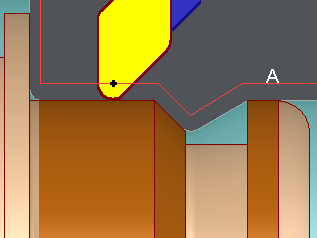
A. Programmierter Werkzeugweg
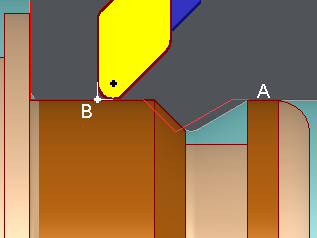
Programmierung Imaginäre Spitze
In diesem Fall wird der in der Maschine vervollständigte Schneidenradius nicht berücksichtigt.
Die Quadrantennummer muss vervollständigt werden.
Offset Typ:
Nicht verfügbar
Werkzeugweg:
Imaginäre Spitze
GO2cam
programmiert den Werkzeugweg der imaginären Spitze (fiktiver Punkt) auf der rechten Seite des Teils entsprechend dem programmierten Zyklustyp und der zugewiesenen Quadrantennummer.
Wenn wir Offset Typ = Links oder Rechts , GO2cam programmiert die G41- oder G42-Korrektur. Dies führt zu einer zusätzlichen Verschiebung durch die Maschine, da die Schneidenradiuskorrektur berücksichtigt wird.
|
|
A.
Programmierter Werkzeugweg
B.
Imaginäre Spitze (d.h. Nr. 9 im Quadranten)
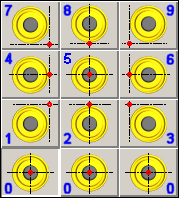
Quadrant (Nummer der imaginären Spitze)
Gibt die Werkzeugorientierung an. Ist nur nützlich, wenn
Imaginäre Spitze
Werkzeugweg verwendet wird.
Die Nummern entsprechen den Positionen auf der PC-Tastatur. Die Quadrantennummern der Drehmaschinen entsprechen nicht zwangsläufig denen von
GO2cam
. Die Postprozessoren aktualisieren den Quadranten gemäß der Konvention der CNC.
Teil (Imaginäre Spitze)
Mit dieser Option können Sie die Werkzeugwege für Zwischenzyklen und Eilgänge verwalten für:
-
Schruppen und Schlichten programmierte Operationen mit demselben Werkzeug .
-
Schruppwerkzeugweg in Imaginäre Spitze, Schlichten in Teil
|
Wir empfehlen außerdem, die Option P-Punkt direkt im Werkzeugseite zu erzwingen, damit Sie nicht 2 verschiedene Pilotpunkte für dasselbe Werkzeug haben.

|
|
P-Punkt-Berechnung
Der P-Punkt-Berechnungsprozess wurde erheblich verbessert, um die Effizienz und Genauigkeit des Werkzeugwegs zu steigern. Zu den wichtigsten Verbesserungen gehören aktualisierte dynamische und Werkzeugwegsimulationen, explizite P-Punkt-Koordinaten, Eliminierung von Parasitenbewegungen, optimierte Eilgänge, verbesserte synchrone Schrupp- und Schlichtbearbeitungen, optionale Einbeziehung von Anfahr-/Rückfahrpunkten und eine verfeinerte Spaltprüfung. Diese Fortschritte führen zu effizienteren, genaueren und zuverlässigeren Werkzeugwegen.