|
|
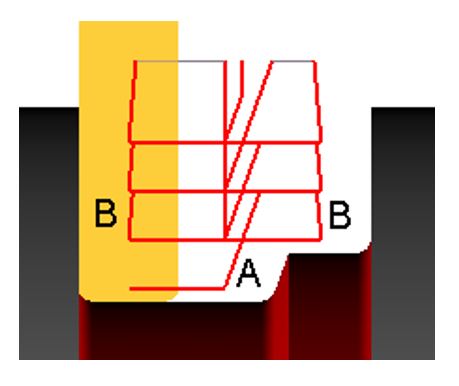
Trajet avec X passes et plongées au milieu de la gorge. |
Points clés
Les angles de plongée et de retrait assurent la protection de l'outil. Au lieu de plonger et de remonter verticalement, vous pouvez définir 2 angles.
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet |
||
|
Défonçage en escargot |
Usinage 2 flancs |
|
|
|
||
|
Stratégie d'usinage |
Distance de piquage |
|
|
Surépaisseur XY |
Profondeur de passe |
|
|
Surépaisseur Z |
||
|
|
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Caractéristiques d'approche et de retour |
||
|
Surlongueur de finition |
|
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Vitesse rotation |
Numéro de gamme |
|
|
Avance en Z |
Avance |
|
|
Avance en X |
Sens de rotation |
|
|
Vitesse rotation maxi |
||
|
|
||
|
Numérotation outil |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur rayon |
N° correc longueur 1 |
|
|
N° correcteur longueur 2 |
|
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Set d'usinage |
|
|

Paramètres d'options
|
Zone de dialogue |
Paramètres |
|
|
Gestion des collisions |
||
|
Zone de sécurité |
||
|
Ds en Z sur rapide |
Ds en X sur rapide |
|
|
Calcul des courbes |
Tolérance courbe |
Décomposition courbe en |
|
Brut à conserver |
|
|
|
Options |
|
|