|
|
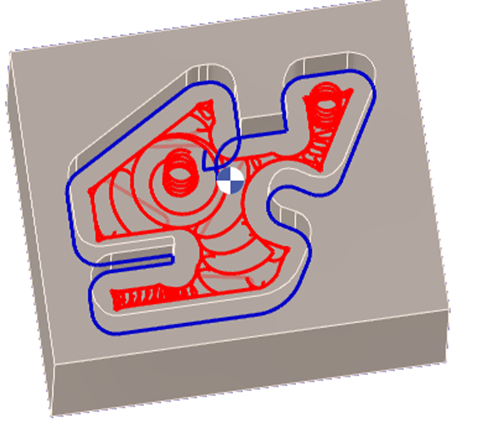
PAM ist ein Schruppwerkzeugweg, der die Schlichtoperation vorwegnimmt, um einen konstanten Eingriffswinkel beim Schlichten zu gewährleisten. PAM steht für Powerful Anticipative Manufacturing. |
|
Entdecken Sie die Vorteile und Patentinformationen durch Klick auf hier . |
Schlüsselpunkte
|
Der Schrupp PAM berechnet ein variables Aufmaß entlang des Werkzeugwegs. Daher können Sie überprüfen, dass der Der Werkzeugeingriffswinkel beim Schlichten ist immer in einem bestimmten Winkel, in gerader Linie und in jeder konvexen und konkaven Ecke! |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Max. Spandicke ( h ) |
Bereinigungszone |
|
Art der Bereinigung |
Verbleibende Dicke |
|
|
Bearb.Reihenfolge |
Mindest Radius |
|
|
Vorbereitung des Schlichtens |
Werkzeugdurchmesser |
Restmaterial |
|
Hinterschnitt und Restbearbeitung |
Hinterschnittbearbeitung |
Rest Insel (Flachbereiche) |
|
Rest (Stufenreduktion) |
Rauhigkeit / Stufenhöhe |
|
|
Rohteilberechnung |
||
|
|
||
|
Begrenzung der Bearbeitung |
Begrenzungsbereich |
|
|
|
||
|
Schrittüberlappungsberechnung |
seitl. Zustellung XY (%) |
Überlappung in XY |
|
BodenRauhigkeit |
Spitzen der Bodenfläche |
|
|
Z Zustellung (Ap) |
|
|
|
Aufmaße |
Aufmaß in XY |
Aufmaß in Z |
|
Aufm. senkr. zur Fläche (3D) |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheitsabstand in Z |
Sicherheitsebene SE |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Anfahrposition |
Rückzugshöhe im Zyklusablauf |
|
Am Ende: Abheben auf |
|
|
|
Z Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Einstechbreite |
Min.Bearb.Bereich |
|
|
Einstechwinkel |
|
|
|
Eilgangverwaltung |
Bewegungstyp |
Abhebeabstand |
|
% Eilgang Schwellwert |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
S.abst. WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
Vorschubeinheit |
|
|
Eintauch Drehzahl |
||
|
Getriebestufe |
||
|
|
||
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerdefinierte Felder |
Kommentar |
Überwachung |
|
Fräseinstellungen |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannern und Komponenten |
Spalt Prüfung |
Abstand XY |
|
Abstand Z |
||
|
Werkzeugwegoptimierung |
Rest Zonen Toleranz |
Vorschubanpassung |
|
Splineberechnung |
Splinetoleranz |
Auflösen in |
|
Werkzeugwegberechnung |
Bögen der Werkzeugwege zerlegen |
Toleranz zur Zerlegung der Bögen |