|
|
该 设置毛坯/卡盘 指令是用于精确计算卡盘内毛坯精确 位置的专用工具 。此功能对于 棒料车削 加工至关重要,可确保工件在加工和切断循环中正确就位。 |
访问调整菜单
管理您的工件夹持部件:
-
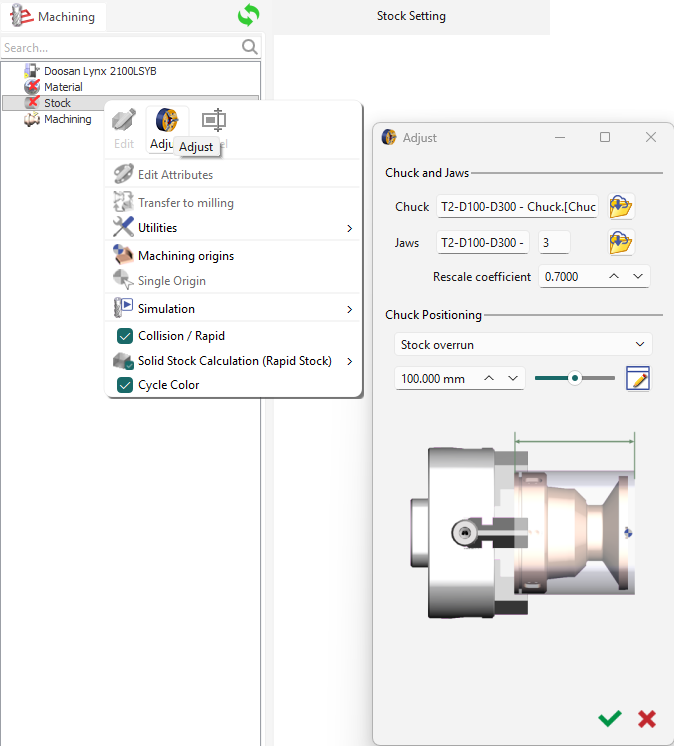
导航至 加工树 .
-
右键单击 在 毛坯 选项上。
-
选择 调整 从上下文菜单中。
将自动弹出一个对话框,提供对卡盘和卡爪管理的直接访问。
卡盘设置
|
|
该 调整 对话框分为两个主要部分:部件管理和物理定位。 卡盘和卡爪管理此部分允许直接导入和缩放您的物理工件夹持硬件:
也可以通过 机床文件 . 卡盘定位进行这些操作。加载部件后,您可以定义刀具与工件之间的关系:
|
|

|
|


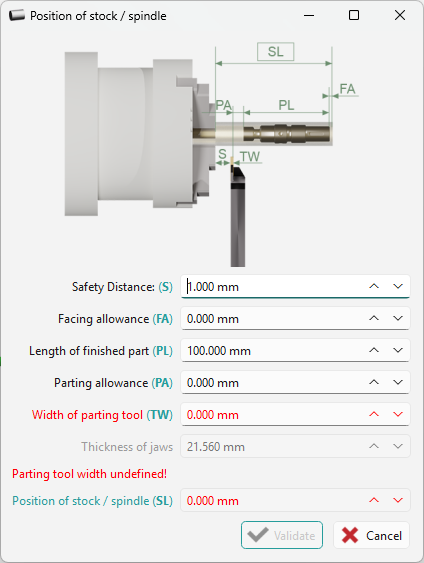
在车削模块中定位毛坯/主轴
|
我们计算 卡盘鼻端与零件末端之间的距离 . 以下值会自动收集或手动输入以获得结果:
如果尚未定义切断循环,则 TW 值将为 0 并以红色突出显示,并显示消息: “未定义切断刀宽度!” 。在这种情况下, SL 无法正确计算。 |
|
|
验证对话框时,该值会被 自动写入 在对话框区域中。 此值可视为 最小位置 正确加工零件所必需的。 |
|
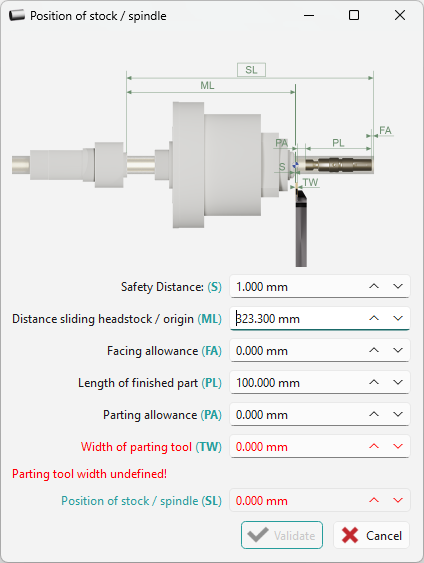
在瑞士加工模块中定位毛坯/主轴
|
瑞士模块遵循与车削模块相同的逻辑,但在参考点上有一个关键的字面区别: 软件计算的是 滑动主轴在其最大(maxi)位置 和 零件末端 .
|
|
|

|