|
|
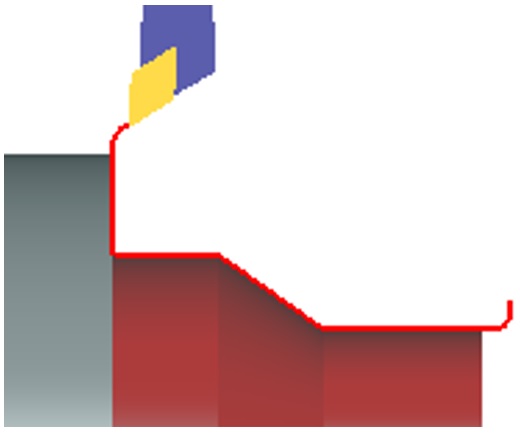
Düz kesim, alın veya delik işleme operasyonundan sonra parçayı bitirmek için tek paso. |
Anahtar Noktalar
|
Bu çevrim, işlenmesi gereken malzemenin ne olduğuna bakılmaksızın yalnızca bir takım yolu oluşturur. işlenecek malzeme işlenmesi gereken.
Yaklaşma ve geri çekilme hareketlerini optimize etmek için stok yönetilir. Birçok giriş/çıkış stratejisi sunulmaktadır.
Profil üzerinde yerel stok toleransları tanımlanmışsa çalışmaz.
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım yolu |
||
|
R maks Katsayı |
||
|
İşleme Stratejisi |
||
|
XY Stok toleransı |
||
|
Z Stok toleransı |
||
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Yaklaşma ve Geri Dönüş Karakteristikleri |
||
|
|
||
|
Çıkış dışa taşma/Vektör |
||
|
Giriş dışa taşma/Vektör |
||
|
Giriş/çıkışı sınırlayın |
||
|
Geri dönüş güvenlik mesafesi |
Yaklaşma güvenlik mesafesi |
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme Hızı |
|
Devir |
Hız aralığı |
|
|
İlerleme Z'de |
İlerleme |
|
|
İlerleme X'te |
Fener mili yönü |
|
|
Maksimum devir |

|
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Yarıçap telafi numarası |
Uzunluk telafi no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
İşleme Seti
|
|
|

Seçenekler Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Çarpışma yönetimi |
||
|
Güvenlik alanı |
||
|
Eğriler Hesaplama |
Eğri toleransı |
Eğri patlatma |
|
Seçenekler |
||
|
Kompanzasyon başarı faktörü |
İlerleme hızı azaltma katsayısı |
|
|
Takım yolu seçenekleri |
Dış köşeleri kır |
Maksimum açı |