|
|
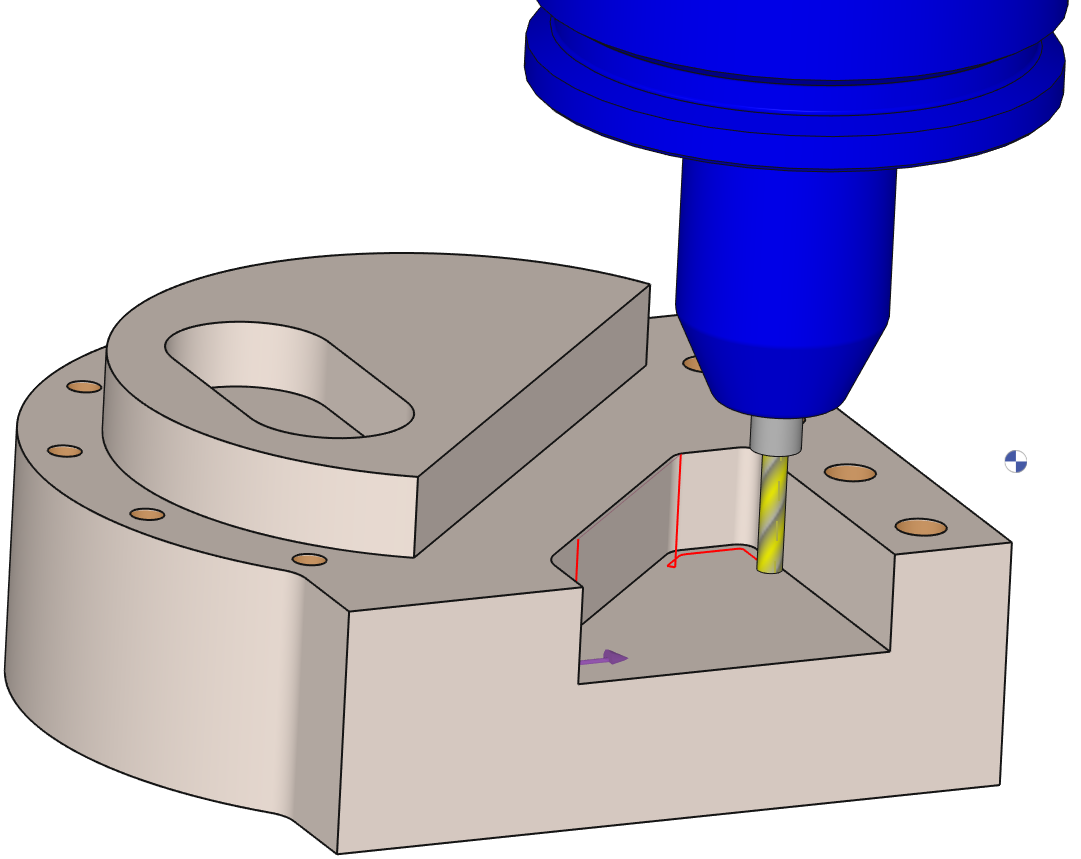
Bu çevrim, bir kontür çevriminden sonra tanımlanır ve önceki takımın gidemediği alanları otomatik olarak tekrar işlemek için kullanılır. |
Anahtar Noktalar
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım Yolu ve Kompanzasyon |
||
|
|
||
|
Kontürde Takım ve Stok Toleransı |
||
|
Z adımlarını hesapla |
|
|
|
Toleranslar |
||
|
Fazla kesme |
|
|
Hareket Parametreleri
l
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönüş |
||
|
|
||
|
Z yaklaşma ve XY giriş arasındaki hareketler |
|
|
|
|
||
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme Hızı |
|
İlerleme/diş |
Mil yönü |
|
|
Seviye |
Mil hızı |
|
|
İlerleme |
||
|
Mil hızı aralığı |
||
|
|
||
|
Takım Numaralandırma |
Takım numarası |
Özel numara |
|
Uzunluk telafi numarası |
Çap telafi No |
|
|
Kullanıcı Alanları |
Açıklama |
Kontrol Ünitesi |
|
Freze Ayarı |
|
|

Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Mengene ve bileşenlerde davranış |
||
|
Güvenli alan |
||
|
Eğri Hesaplama |
Eğri segmentasyonu |
|