|
|
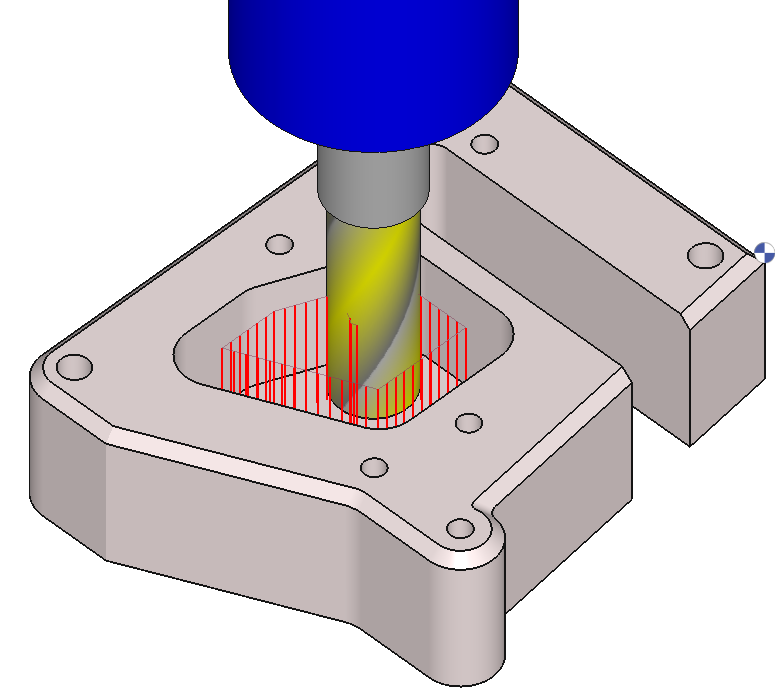
Zyklus für Tauchbearbeitung zum Schruppen von Taschen. Die Tauchoperationen sind schnell und produktiv aufgrund der Abwesenheit von Biegung der Z-Achse und viel weniger Vibrationen für die Maschine. |
Schlüsselpunkte
|
|
|
Rückfahrvorschub Nach dem Eintauchen zieht sich das Werkzeug, wo möglich, in XY zurück und dann schnell in Z nach oben. Wenn eine XY-Freigabe nicht möglich ist, zieht sich das Werkzeug mit kontrolliertem Vorschub direkt in Z zurück, um Werkzeugbruch zu verhindern. Stellen Sie diese Geschwindigkeit über Rückfahrvorschub im Reiter Bewegung ein. Ein Wert > 0 verwendet genau diesen Vorschub; ein Wert von 0 greift auf den Eintauchvorschub zurück. |
|

Strategie Parameter
|
Dialogbereich |
Parameter |
|
|
Taschen Tauchbearbeitung |
Koeff der Vorschubreduktion |
|
|
Rückzugshöhe |
||
|
|
||
|
Schrittüberlappungsberechnung |
||
|
Aufmaße |
||
|
Überlappung |
||
|
Z Eintauchen |
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
||
|
Anfahren und Rückzug in Z |
||
|
Management von Eilgängen |
|
|
Technologie Parameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschub |
Rückfahrvorschub |
|
|
Rückzugsvorschub |
Getriebestufe |
|
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
|
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräseinstellungen |
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
||
|
Splineberechnung |
Auflösen in |
|