This page refers to the robot strategy dialog in 版本 6.12.207.
調用 :
加工循環的刀具路徑會預先計算。對於刀具路徑的每個點,提供以下數據:
-
點的位置
-
Z軸方向(X和Y軸保持未定義)
6軸工業機械手臂與傳統NC機台的差異
-
冗餘配置:
肩部2個,肘部2個,腕部2個 → 總共8種可能的配置。 -
冗餘轉動(尤其在J4和J6):
相同的笛卡爾路徑可以透過J6進入 [-180°, 180°] 或 [180°, 540°] . -
TCP(刀具中心點)的冗餘方向:
6軸工業機械手臂提供完全定義的刀具方向。如果X和Y軸預先未定義,則可能的方向是無限的。
需要參考點
為了將方向部分未定義的刀具路徑轉換為機械手臂的關節位置而不產生歧義,需要一個 參考點 。從中我們提取:
-
機械手臂參考配置 (在整個循環中保持)。
-
機械手臂參考關節角度 ,第一個生成的機械手臂位置將會對齊到此(以確定關節轉動,尤其是J4和J6)。
-
參考TCP方向 ,用於定義進刀刀具的方向。
參考點可以定義為:
-
關節格式(機械手臂專用)→ 透過正向運動學定義刀具方向,
-
笛卡爾格式(通用)→ 透過逆向運動學定義關節位置。
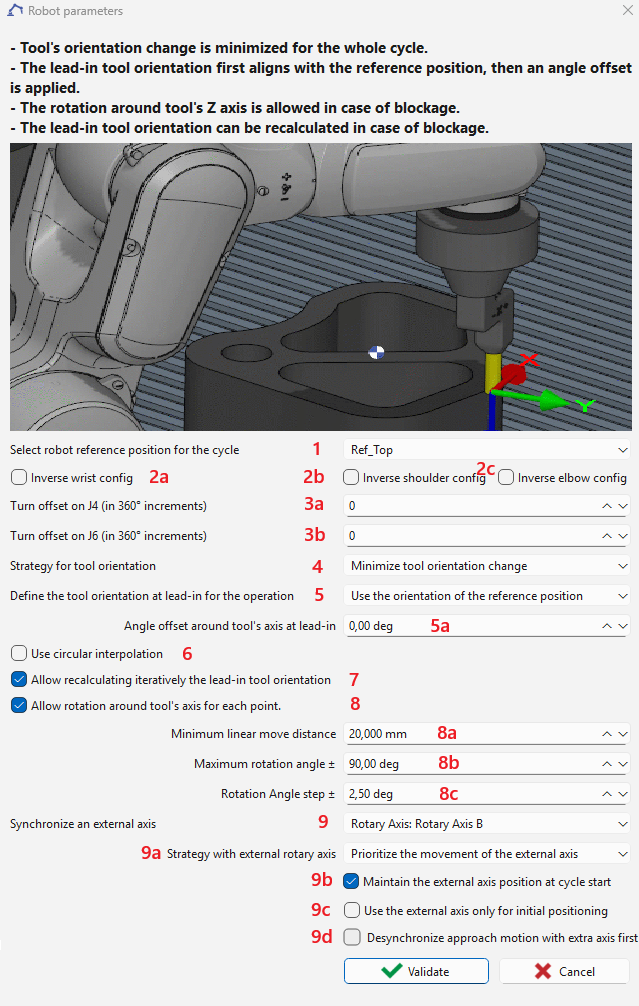
機械手臂參考點( 1 )
對於包含多個子循環的加工(例如,在單一循環中鑽多個孔),參考點僅應用於第一個子循環。對於所有後續子循環,機械手臂的最後一個關節位置將被用作參考。
參考點可以被選取。預設情況下,使用機械手臂在加工前的位置作為參考。此參考點用於:
-
定義 肩部-肘部-腕部配置 ,在整個循環中保持(可透過選項反轉 2a , 2b , 2c ).
對於包含多個子循環的加工(例如,在單一循環中鑽多個孔),配置反轉僅應用於第一個子循環。
-
定義一個 參考關節角度位置 ,用於使第一個生成的關節位置盡可能接近它。這可以避免多轉動軸的歧義(通常是J4和J6,有時是無限轉動)。進一步的轉動調整可透過 3a 和 3b .
進行。對於包含多個子循環的加工(例如,在單一循環中鑽多個孔),J4或J6的轉動偏移僅應用於第一個子循環。
-
提出一個 參考TCP方向 (如果使用攜帶式刀具)。進刀刀具的方向可以是:
-
對齊此參考方向並旋轉偏移角度( 5a ),或
-
對齊刀具路徑的切線並帶有固定偏移角度( 5b ),取決於選項 5 .
-

刀具方向管理( 4 )
-
提供兩種模式:
-
最小化刀具方向變化 適用於軸對稱刀具
-
方向盡可能保持穩定。
-
如果需要,此規則可透過啟用選項8來覆蓋。
-
-
沿切線方向移動並帶有偏移 對於非軸對稱刀具,例如葉片
-
此 沿切線方向移動並帶有偏移 模式不適用於鑽孔類型的加工(鑽孔、攻牙和螺紋加工),因為切線是未定義的。
-
如果由於可達性、關節限制或奇異點導致連續移動(直線或圓弧)失敗,則在 最小化方向變化 模式下,啟用選項 8 後,TCP可以繞其Z軸旋轉以使路徑可行。
-
缺點: 這可能導致短距離內的大幅度旋轉,從而產生不良影響(例如,去毛邊時的過切)。選項 8a 和 8b 有助於防止此情況。
-
-
對於進刀、退刀或回刀點(刀具未接觸工件時),在兩種模式下均允許旋轉。
外部軸( 9 )
可以定義一個額外的外部軸:
-
移動機械手臂的線性軸 ,可以與機械手臂關節軸同步。
-
移動工件的旋轉軸 ,可以與機械手臂關節軸同步。
-
連接到機械手臂法蘭的線性軸 ,沿TCP的Z軸移動刀具,僅適用於鑽孔、攻牙或螺紋加工循環。此軸 不能與機械手臂關節軸同步 ).

該軸必須具有非零的識別符才能在此對話框中選擇並與機械手臂軸同步。
在外部軸同步的情況下,額外的選項 9a , 9b 和 9c 可用。
9a — 第7軸同步策略
您可以選擇機械手臂與第7軸之間的同步策略:
-
優先考慮第7軸運動 :
第7軸的運動被優先考慮,以便使機械手臂盡可能接近相對於外部軸所選參考點定義的縱向位置。 -
最小化刀具方向變化 :
系統在同步運動期間最小化刀具方向(參考點定義的刀具座標系的Z軸)的變化。
9b — 進刀位置策略
您可以選擇系統如何到達進刀參考點:
-
僅機械手臂進刀 :
機械手臂移動到參考點,而外部軸保持靜止。 -
同步進刀 :
機械手臂和外部軸同時移動以到達所選的參考點。
9c — 路徑執行模式
您可以定義後續路徑是否執行:
-
由機械手臂和外部軸共同執行 ,允許同步運動,或
-
僅由機械手臂執行 ,在路徑執行期間外部軸保持固定。在此模式下,外部軸僅用於進刀定位,不參與路徑中的協調運動。
9d — 如果進刀運動不同步
如果在第一個進刀點發生機械手臂和外部軸同時運動時發生碰撞,此選項可用於強制順序運動:外部軸先移動,然後是機械手臂,以避免碰撞。
額外選項
-
2a , 2b , 2c : Invert shoulder, elbow, or wrist configuration.
-
3a , 3b : Apply a turn offset to J4 or J6.
-
範例: 如果J6限制在[-720°, 720°],並且在加工前的值為680°(接近上限),則應用-1的轉動偏移會將參考J6變為320°(680° – 360°)。
-
-
5 : Select method for lead-in orientation offset.
此 定義從刀具路徑切線的偏移 方法不適用於鑽孔類型的加工(鑽孔、攻牙和螺紋加工),因為切線是未定義的。
對於包含多個子循環的加工(例如,在單一循環中鑽多個孔),角度偏移僅應用於第一個子循環。對於所有後續子循環,機械手臂的最後一個關節位置將被用作參考,並且不會應用偏移。
-
6 : Activate circular interpolation.
-
7 : 如果加工失敗,GO2robot會迭代搜尋有效的進刀方向,使用在 8c 定義的角度步長。如果成功,值 5a 或 5b 將使用新參數更新。
搜尋有效的進刀方向不適用於包含多個子循環的加工(例如,在單一循環中鑽多個孔)。
-
8: enable tool orientation change in mode Minimize tool orientation change . 8a , 8b : Additional constraints to avoid excessive orientation changes.
頻繁或過度的方向變化可能導致不良的機械手臂運動行為,例如整體速度降低、振動或路徑精度損失。因此,建議在啟用此選項之前應用選項7(搜尋進刀方向)。