|
|
“ 设定组 ”功能有助于处理和管理复杂的NC程序。它允许您根据用户需求的标准将工序分组,使您的程序更有条理且易于编辑。 |
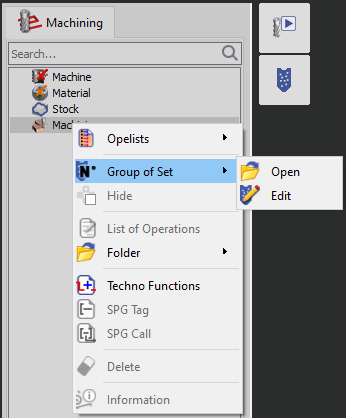
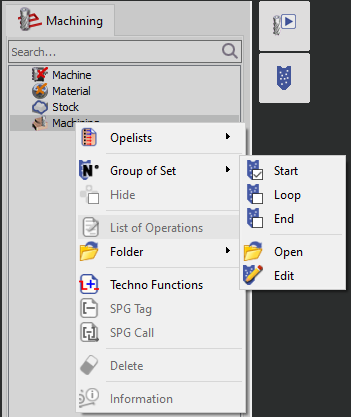
访问“设定组”:
双击 加工图标 打开操作清单窗口。 |
|
|
使用“设定组”对工序进行分组:在操作清单中,“设定组”列允许您为相关工序分配编号以进行分组。 例如,您可以按以下方式分组工序: |
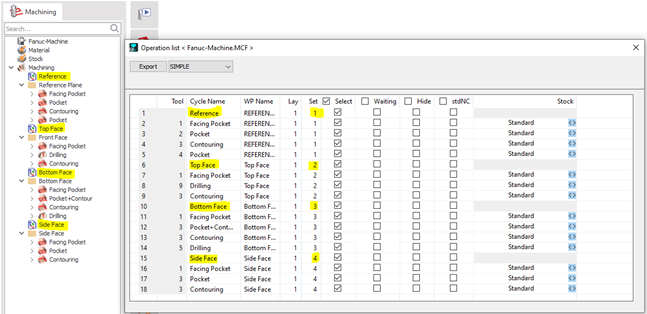
此示例演示了如何根据关联的零件设置对工序进行分组
|
|
使用“设定组”控制输出:
|
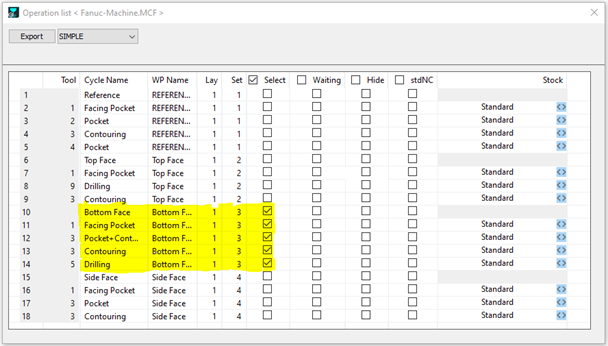
在此示例中,仅选择了底部面。
|
|
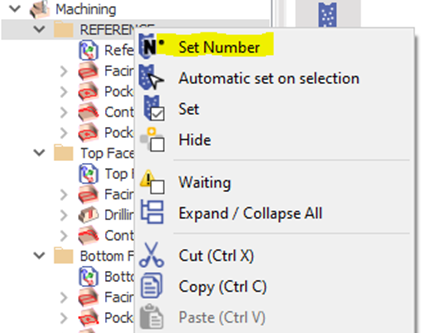
生成NC程序:
在此示例中,“ 选定项上的自动设置 ”可用于输出底部面工序。只需右键单击所需的工序,然后从菜单中选择“选定项上的自动设置”。
|

|
|
|
提示:
|
|
|
|
|
|
|
|
|

|
|
设定组
什么是设定组?
-
一种组织和快速选择加工工序以进行仿真和生成NC程序代码(ISO块)的方法。
-
旨在提高“加工设定组”过滤器的效率,相比之下,“批处理”状态不太适用。
|
|
|
如何使用设定组:
|
||
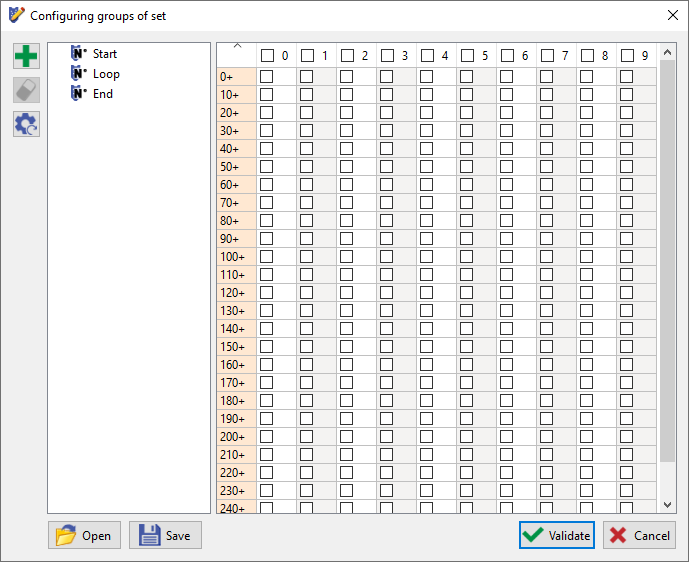
创建设定组:
|
|
|
|
示例:双主轴机床: 想象一台带有两个主轴的机床。您想为不同的生产阶段创建不同的程序:
设定组允许您为每个程序(启动、循环、结束周期)定义设定。通过激活或停用特定设定,您可以为这种情况生成和仿真所需的三种独立程序。 |
||