|
|
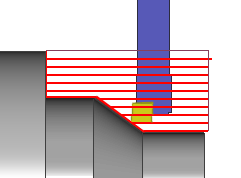
Bu çevrim çok amaçlı bir işlemdir; dış düz takım yolu, alın, iç raybalama ve hatta arka alın işleme işlemlerini yönetir. Adımlar eksene paralel kalırken, Paralel kaba işleme çevrimi seçilen profile paralel bir takım yolu oluşturur. |
Anahtar Noktalar
|
Bu çevrim birçok teknik seçenek sunar:
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım Yolu |
||
|
R max katsayısı |
||
|
|
||
|
İşleme Stratejisi |
||
|
Geçiş açısı |
||
|
Z Stok toleransı |
||
|
XY Stok toleransı |
Çapak alma |
|
|
|
||
|
Talaş kırma |
||
|
|
||
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Yaklaşma ve Geri Dönüş Karakteristikleri |
||
|
Fazla kesme |
Ters açı emniyet mesafesi |
|
|
|
||
|
Yüzey |
Z ekseninde sınırlama |
Ekseni aş |
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme Hızı |
|
Devir |
Hız aralığı |
|
|
Z'de ilerleme |
İlerleme |
|
|
X'te ilerleme |
Fener mili Dönme yönü |
|
|
Paso ilerlemesi |
Max devir |
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Radyüs telafi numarası |
Uzunluk telafi no |
|
|
Kullanıcı Alanları |
Açıklama |
Kontrol ünitesi |
|
İşleme Seti |
|
|
Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Çarpışma yönetimi |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri Toleransı |
Eğri patlatma |
|
Seçenekler |
||
|
Kompanzasyon başarı faktörü |
Besleme hızı azaltma katsayısı |
|
|
|
||