Genel Bilgiler
|
Standart, tüm mevcut seçenekleri yönetmek için üç yapılandırma sayfasına sahiptir. İlk sayfa “CNC Controller” CNC seçenekleri hakkındadır. İkinci sayfa “Milling” çıktıyı Frezeleme, takımlar, soğutma sıvısı ve orijinler için uyarlamaya olanak tanır. Üçüncü sayfa “Milling” 5 eksen parametreleri hakkındadır. |
|
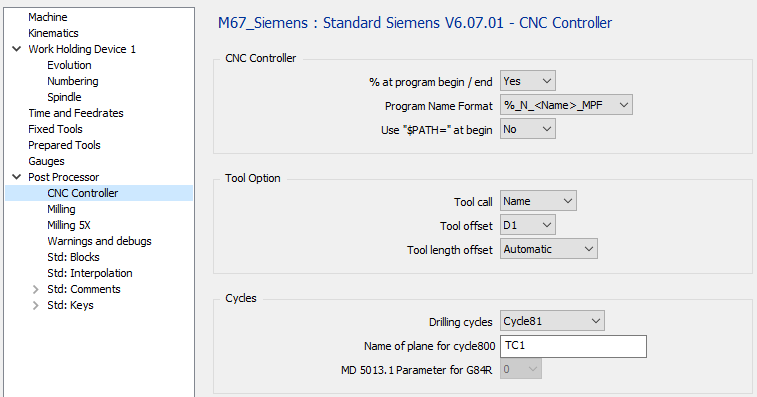
1 CNC Controller sayfası
|
1.1 CNC Controller - Program başlangıcı / sonundaki %
|
Seçenek |
Sonuç |
|
Hayır |
N5 G00 G53 Z0 … … M30 |
|
Evet |
% N5 G0 G53 Z0 … … M30 % |
1.2 CNC Controller - Program Adı Formatı
|
Seçenek |
Sonuç |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0… … … |
|
Hesapsız |
N5 G00 G53 Z0 … … |
1.3 CNC Controller – Başlangıçta “$PATH=” Kullan
Bu seçenek yalnızca %_N_<name>_MPF kullanılıyorsa kullanılabilir
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Evet |
%_N_PROG_MPF ;$PATH=/_N_PART_DIR N5 G00 G53 Z0… … … |
1.4 Takım Seçeneği – Takım Çağrısı
|
Seçenek |
Sonuç |
|
Numara |
… … T01 M06 … … |
|
İsim |
… … T=”MILL_D10” M06 … … |
1.5 Takım Seçeneği – Takım Ofseti
|
Seçenek |
Sonuç |
|
D1 |
… … T01 D01 … … T02 D01 … … |
|
D |
… … T01 D01 … … T02 D02 … … |
1.6 Takım Seçeneği – Takım Boyu Ofseti
|
Seçenek |
Sonuç |
|
Otomatik |
… … T01 D01 Z20 … … |
|
G43 H.. |
… … T01 G43 H01 Z20 … … |
1.7 Çevrimler – Delme Çevrimleri
|
Seçenek |
Sonuç |
|
Cycle81 |
… MCALL CYCLE81(2,0,2,-10.412,) … MCALL … |
|
Fanuc Benzeri |
… G81 G94 Z-10.412 R2. F606 … G80 … |
|
G81 R… |
… R2=0 R3=10.412 R10=2 G81 … G80 … |
1.8 Çevrimler – CYCLE800 için Düzlem Adı
|
Seçenek |
Sonuç |
|
“TC1” |
… CYCLE800(1,” TC1 ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
|
“TABLE” |
… CYCLE800(1,” TABLE ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
1.9 Çevrimler – G84 R için MD 5013.1 Parametresi
Bu, G84 R'nin kodlayıcı ile veya kodlayıcı olmadan kullanılıp kullanılmadığını tanımlar. Bu, “MD 5013.1” makine parametresine bağlıdır. Bu R6 ve R7 değerlerini değiştirir.
Yalnızca Rijit kılavuz çekme için çalışır.
|
Seçenek |
Sonuç |
|
0 |
… R2=0 R3=6 R4=0 R6=4 R7=3 R9=0.8 R10=2 R11=0 G84 … G80 … |
|
1 |
… R2=0 R3=6 R4=0 R6=0 R9=0.8 R10=2 R11=0 G84 … G80 … |
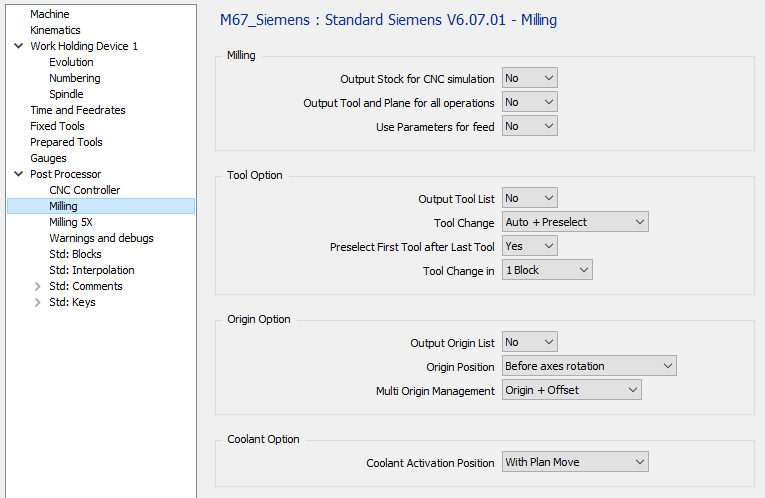
2 Frezeleme sayfası
|
2.1 Frezeleme – CNC Simülasyonu için Stok Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … |
|
Evet |
%_N_PROG_MPF WORKPIECE(,””,,”BOX”,112,1-39,0,-42.5,-35,42.5,35) … |
2.2 Frezeleme – Tüm operasyonlar için Takım ve Düzlem Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
;OP 1 TOOL 1 VE PLANE 1 İLE T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 TOOL 1 VE PLANE 1 İLE … … |
|
Evet |
;OP 1 TOOL 1 VE PLANE 1 İLE T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 TOOL 1 VE PLANE 1 İLE T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … |
2.3 Frezeleme – İlerleme için Parametre Kullan
|
Seçenek |
Sonuç |
|
Hayır |
T01 D01 M06 G00 X.. Y.. Z.. Z-.. F160 G1 X.. Y.. F200 … … |
|
Evet |
R21 = 200 R22 = 160 T01 D01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F=R22 G01 X.. Y.. F=R21 … … |
2.4 Takım Seçeneği – Takım Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … … |
|
Evet |
%_N_PROG_MPF ;BAŞLANGIÇ TAKIM LİSTESİ ;T01 FREZE D10 ;T02 MATKAP D08 … ;SON TAKIM LİSTESİ … … |
2.5 Takım Seçeneği – Takım Değişimi
|
Seçenek |
Sonuç |
|
Manuel |
… ;FREZE D10 M0 … |
|
Otomatik |
… ;FREZE D10 T01 D01 M06 … |
|
Otomatik + Ön Seçim |
… ;FREZE D10 T01 D01 M06 T02 … |
2.6 Takım Seçeneği – Son Takımdan Sonra İlk Takımı Ön Seç
|
Seçenek |
Sonuç |
|
Hayır |
;İLK OPERASYON T01 D01 M06 T02 … … ;SON OPERASYON T05 D01 M06 … … M30 |
|
Evet |
;İLK OPERASYON T01 M06 T02 … … ;SON OPERASYON T05 D01 M06 T01 … … M30 |
2.7 Takım Seçeneği – Takım Değişimi İçinde
|
Seçenek |
Sonuç |
|
1 Blok |
… … T01 D01 M06 … … |
|
2 Blok |
… … T01 D01 M06 … … |
2.8 Orijin Seçeneği – Orijin Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … … |
|
Evet |
%_N_PROG_MPF ;BAŞLANGIÇ ORİJİN LİSTESİ ;G54 ;G55 ;SON ORİJİN LİSTESİ … … |
Orijin pozisyonu
|
Seçenek |
Sonuç |
|
Eksen Rotasyonundan Sonra |
|
|
Eksen rotasyonundan Önce |
|
2.9 Orijin Seçeneği – Çoklu Orijin Yönetimi
|
Seçenek |
Sonuç |
|
Yalnızca Orijin |
% O1000 … G54 … |
|
Orijin + Ofset |
% O1000 … G54 TRANS X10 Y20 Z10 … |
MTE olmadan :
Seçenek her orijin için “Yalnızca Orijin” olarak ayarlanmışsa, farklı bir G kodu, G54, sonra G55, G56 … çıktısı verecektir. Bu, CNC tarafından yönetilen orijin sayısıyla sınırlı olduğunuz anlamına gelir. Daha fazla orijin alabilirseniz, ikinci seçenek olan “Orijin + Ofset”i kullanmalısınız.
Eğer “Orijin + Ofset” seçeneği ayarlanmışsa, yalnızca G54 çıktısı verecek ve G52 ile ofset yapacaktır.
MTE ile :
Orijin, orijin adında aşağıdaki sözdizimi ile tanımlanabilir: “$G54_”. Bu, NC programında G54 kullanılacağı anlamına gelir. Tanımlanmış bir kod adı yoksa, varsayılan orijin G54 çıktısı verecektir.
Eğer “Orijin + Ofset” kullanıyorsanız, tüm ofsetler referans düzlemi orijininden veya tek bir orijinden hesaplandığı için tüm operasyonlarınız için yalnızca bir orijin kullanmalısınız.
Ofsetinizi tanımak için alt çizgi sonrasına istediğiniz metni ekleyebilirsiniz “$G54_Up”, “$G54_Right”, …
5 eksenli makine ile :
Orijin ofseti, eğer çıktısı alınacak şekilde ayarlanmışsa, eğimli düzlem fonksiyonu G68.1 ile verilir. Bu, G52 çıktısı alınmayacağı anlamına gelir.
2.10 Soğutma Sıvısı Seçeneği – Soğutma Sıvısı Aktivasyon Pozisyonu
|
Seçenek |
Sonuç |
|
Mil ile |
… … T01 D01 M06 S800 M03 M08 G00 X.. Y.. Z… … … |
|
Düzlem Hareketi ile |
… … T01 D01 M06 S800 M3 G00 X.. Y.. M8 Z.. … … |
|
Dalma Hareketi ile |
… … T01 D01 M06 S800 M03 G00 X.. Y.. Z.. M08 … … |
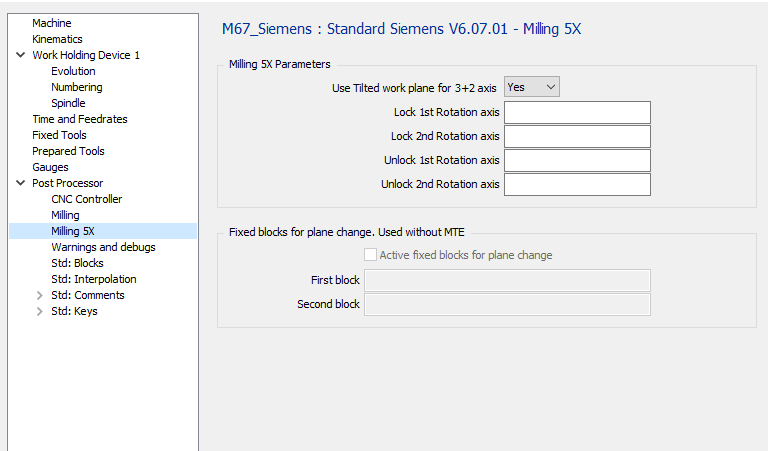
3 5X Frezeleme
|
3.1 5X Frezeleme Parametreleri – 3+2 Eksen için Eğimli Çalışma Düzlemi Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… … T01 D01 M06 C180 A-90 … … |
|
Evet |
… … T01 D01 M06 CYCLE800(1,“TC1 »,0,39,0,0,0,180,-90,0,0,0,0-1) … … |
3.2 5X Frezeleme Parametreleri – Kilitle 1 st Dönüş Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … C180 … … |
|
“M10” |
… … C180 M10 … … |
3.3 5X Frezeleme Parametreleri – Kilitle 2 nd Dönüş Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … B-90 … … |
|
“M12” |
… … B-90 M12 … … |
3.4 5X Frezeleme Parametreleri – Kilidi Aç 1 st Dönüş Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … C180 … … |
|
“M11” |
… … M11 C180 … … |
3.5 5X Frezeleme Parametreleri – Kilidi Aç 2 nd Dönüş Ekseni
|
Seçenek |
Sonuç |
|
boş |
… … B-90 … … |
|
“M13” |
… … M13 B-90 … … |
Düzlem değişimi için sabit bloklar - Düzlem değişimi için aktif sabit bloklar
Bu seçenek yalnızca makine yapılandırmasında kinematik tanımlanmamışsa kullanılır.
|
Seçenek |
Sonuç |
|
işaretle |
Tanımlanan sabit bloklar, bir düzlem değişikliği olduğunda çıktısı alınacaktır. |
|
işareti kaldır |
Düzlem değişikliği olduğunda hiçbir blok çıktısı alınmayacaktır. |
3.6 Düzlem değişimi için sabit bloklar - Birinci ve ikinci
|
Seçenek |
Sonuç |
|
Boş |
… … |
|
“G0 Z100” |
… … G00 Z100 … … |
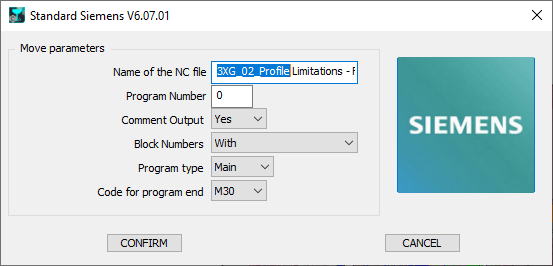
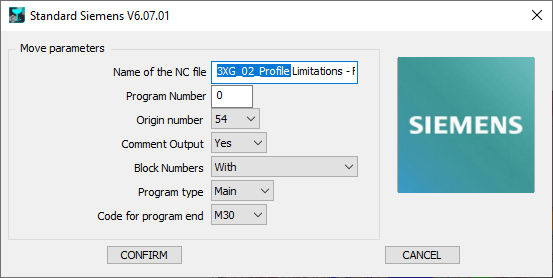
4 Başlatma sayfası
|
Tanımlanmış makine kinematiği ile |
Tanımlanmamış makine kinematiği ile |
|
|
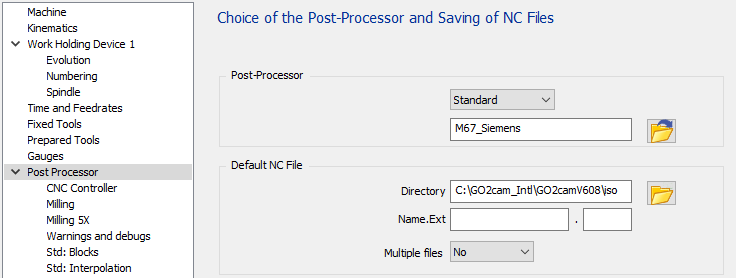
4.1 NC Dosyasının Adı
Oluşturulan NC dosyasının Adını buraya tanımlayın. Uzantı MCF yapılandırmasında tanımlanmalıdır.
4.2 Program Numarası
0 tanımlanırsa, program Numarası 1 olarak ayarlanacaktır.
|
Seçenek |
Sonuç |
|
0 |
%MPF1 … … |
|
“10” |
%MPF10 … … |
|
“1234” |
%MPF1234 … … |
4.3 Orijin Numarası
Bu parametre yalnızca makine dosyasında kinematik tanımlanmamışsa kullanılır. Parametre, NC programında kullanılan ilk orijini tanımlar.
Eğer işlem yapılacak parametre çoklu orijin “Yalnızca Orijin” olarak ayarlanmışsa, düzlem değiştiğinde orijin numarası artırılır.
|
Seçenek |
Sonuç |
|
54 |
%MPF1 T01 M06 G54 … |
|
55 |
%MPF1 T01 M06 G55 … |
4.4 Yorum Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… … T01 D01 M06 … … |
|
Evet |
… … ;YÜZEY İŞLEME ;FREZE D12 T01 D01 M06 … … |
4.5 Blok Numaraları
|
Seçenek |
Sonuç |
|
İle |
… N5 T01 D01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … … N50 T02 D01 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … … |
|
Hesapsız |
… T01 D01 M06 G0 X.. Y.. G43 Z.. H1 … … T02 D02 M06 G00 X.. Y.. G43 Z.. H2 … … |
|
Yalnızca Takım Değişimi |
… N5 T01 D01 M06 G00 X.. Y.. G43 Z.. H1 … … N10 T02 D01 M06 G00 X.. Y.. G43 Z.. H2 … … |
4.6 Program Tipi :
|
Seçenek |
Sonuç |
|
Ana |
%MPF1 … … M30 |
|
Alt |
%SPF1 … … M17 |
4.7 Program Sonu Kodu
|
Seçenek |
Sonuç |
|
M30 |
… … M30 |
|
M02 |
… … M02 |