Genel Bilgiler
|
Standart, tüm mevcut seçenekleri yönetmek için dört yapılandırma sayfasına sahiptir:
|
|
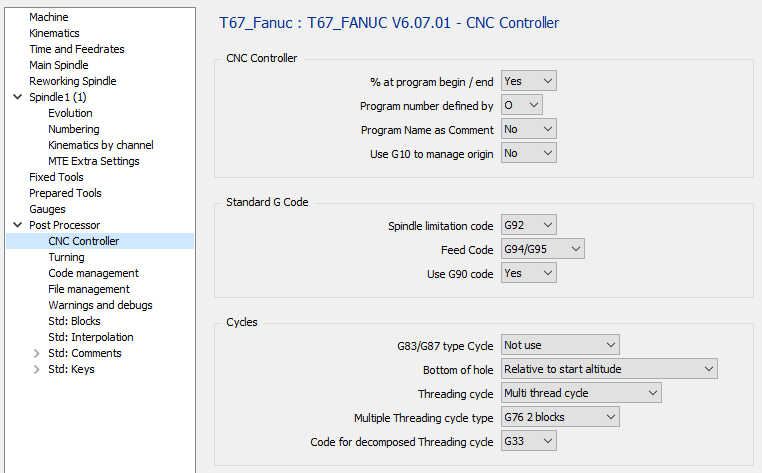
1 CNC Kontrol Ünitesi sayfası
|
1.1 CNC Kontrol Ünitesi - Program başlangıcı / sonundaki %
|
Seçenek |
Sonuç |
|
Hayır |
O1000 … … M30 |
|
Evet |
% O1000 … … M30 % |
1.2 CNC Kontrol Ünitesi - Program numarası şununla tanımlanır:
|
Seçenek |
Sonuç |
|
O |
% O 1000 … … M30 % |
|
: |
% : 1000 … … M30 % |
1.3 CNC Kontrol Ünitesi - Program Adı yorum olarak
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … … M30 % |
|
Evet |
% O1000 (PARÇA ADI) … … M30 % |
1.4 CNC Kontrol Ünitesi – Orijini yönetmek için G10 kullan
|
Seçenek |
Sonuç |
|
Hayır |
% O1000 … … M30 % |
|
Evet |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … … M30 % |
1.5 Standart G Kodu – Mil sınırlama kodu
|
Seçenek |
Sonuç |
|
G92 |
… G92 S2000 G96 S120 M03 … |
|
G50 |
… G50 S2000 G96 S120 M03 … |
1.6 Standart G Kodu – İlerleme Kodu
|
Seçenek |
Sonuç |
|
G98/G99 |
… G98 F200 G99 F0.1 … |
|
G94/G95 |
… G94 F200 G95 F0.1 … |
1.7 Standart G Kodu – G90 kodunu kullan
|
Seçenek |
Sonuç |
|
Evet |
… G90 G00 Z100 … |
|
Hayır |
… G00 Z100 … |
1.8 Çevrimler – G83/G87 tipi çevrim
Burada, eksenel ve radyal yönlerde çapak alma veya talaş kırma delme çevrimi kullanmak isteyip istemediğinizi tanımlayabilirsiniz. Bu seçeneğin seçimi, parametre 5101 bit 2 kullanılarak kontrol ünitesinde yapılır (0 çapak alma, 1 talaş kırma içindir).
|
Seçenek |
Sonuç |
|
Kullanılmıyor |
… (TALAŞ KIRMA ÇEVRİMİ) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (ÇAPAK ALMA ÇEVRİMİ) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
Talaş kırma |
… (TALAŞ KIRMA ÇEVRİMİ) G83 Z-6 Q2000 F500 G80 … … (ÇAPAK ALMA ÇEVRİMİ) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
Çapak alma |
… (TALAŞ KIRMA ÇEVRİMİ) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (ÇAPAK ALMA ÇEVRİMİ) G83 Z-6 Q2000 F500 G80 … |
3.9 Çevrimler – Delik tabanı
Canlı takımlar için delik sonu yüksekliğinin nasıl çıktığını tanımlayın.
|
Seçenek |
Sonuç |
|
Başlangıç yüksekliğine göreli |
… Z15 G83 Z-25 … |
|
Mutlak |
… Z15 G83 Z-10 … |
1.10 Çevrimler – Diş Açma Çevrimi
|
Seçenek |
Sonuç |
|
Çoklu Diş Açma Çevrimi |
Çoklu Diş Açma Çevrimi için sonraki seçeneğe bakın |
|
G92 |
… G92 X39 Z-43 G00 Z3 G92 X38 Z-43 G00 Z3 … |
|
G78 |
… G78 X39 Z-43 G00 Z3 G78 X38 Z-43 G00 Z3 … |
|
G21 |
… G21 X39 Z-43 G00 Z3 G21 X38 Z-43 G00 Z3 … |
1.11 Çevrimler – Çoklu Diş Açma Çevrimi Tipi
|
Seçenek |
Sonuç |
|
G76 2 Blok |
… G76 P010060 Q500 R100 G76 X35.356 Z-43 P2.322 Q500 F3.5 … |
|
G76 1 Blok |
… G76 X35.356 Z-43 P1 K2.322 A60 D0.5 F3.5 … |
|
G78 2 Blok |
… G78 P010060 Q500 R100 G78 X35.356 Z-43 P2.322 Q500 F3.5 … |
1.12 Çevrimler – Ayrıştırılmış Diş Açma çevrimi için Kod
Diş Açma çevriminin Üretici'de "ayrıştırılmış" olarak ayarlanması gerekir.
|
Seçenek |
Sonuç |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
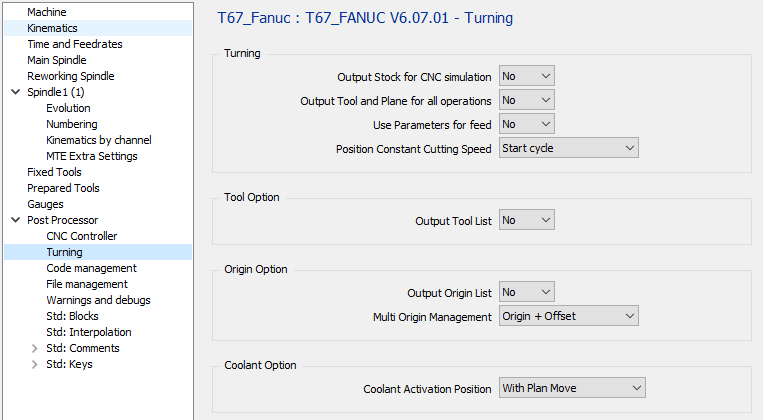
2 Tornalama sayfası
|
2.1 Tornalama – CNC Simülasyonu için Stok Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
O1000 T0101 … … |
|
Evet |
O1000 G1901 D40.0 E20.0 L40.0 K0.0 T0101 … … |
2.2 Tornalama – Tüm operasyonlar için Takım ve Düzlem Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
O1000 (YÜZEY İŞLEME) T0101 G1 X20 Z2 … … (KABA İŞLEME) G00 X20 Z2 … … |
|
Evet |
O1000 (YÜZEY İŞLEME) T0101 G00 X20 Z2 … … (KABA İŞLEME) T0101 G00 X20 Z2 … … |
2.3 Tornalama – İlerleme için Parametreleri Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… T0101 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Evet |
#1 = 0.1 T0101 G00 X20 Z2 G01 Z-20 G95 F#1 … … |
2.4 Tornalama – Sabit Kesme Hızı Konumu
|
Seçenek |
Sonuç |
|
Çevrimi başlat |
T0101 G92 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
İşlemeyi başlat |
T0101 G97 S284 M04 G00 G90 X24. Z2.8 G92 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Takım Seçeneği – Takım Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
O1000 T0101 … … |
|
Evet |
O1000 (TAKIM LİSTESİ BAŞLANGICI) (T1 CNMG 04) (T2 ...) (T2 ...) (TAKIM LİSTESİ SONU) T0101 … … |
2.6 Orijin Seçeneği – Orijin Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
O1000 T0101 … … |
|
Evet |
O1000 (ORİJİN LİSTESİ BAŞLANGICI) (G54) (...) (ORİJİN LİSTESİ SONU) T0101 … … |
2.7 Orijin Seçeneği – Çoklu Orijin Yönetimi
|
Seçenek |
Sonuç |
|
Sadece Orijin |
% O1000 … G54 … |
|
Orijin + Ofset |
% O1000 … G54 G52 X10 Y20 Z10 … |
MTE olmadan:
Seçenek her orijin için "Sadece Orijin" olarak ayarlanmışsa, parçada tanımlanan her bir orijin için farklı bir G kodu, G54, sonra G55, G56 … çıktısı alınacaktır. Bu, CNC tarafından yönetilen orijin sayısıyla sınırlı olduğunuz anlamına gelir. Daha fazla orijin alabiliyorsanız, ikinci seçenek olan "Orijin + Ofset" kullanmalısınız.
Seçenek "Orijin + Ofset" olarak ayarlanmışsa, yalnızca G54 çıktısı alınacak ve G52 ile ofset uygulanacaktır.
MTE ile:
Orijin, orijinin adında aşağıdaki sözdizimiyle tanımlanabilir: "$G54_". Bu, NC programında G54 kullanılacağı anlamına gelir. Tanımlanmış varsayılan bir ad yoksa, varsayılan orijin G54 çıktısı alınacaktır.
"Orijin + Ofset" kullanıyorsanız, tüm ofsetler referans düzlem orijininden veya tek bir orijinden hesaplandığı için tüm operasyonlarınız için yalnızca bir orijin kullanmalısınız.
Ofsetinizi tanımak için alt çizgi sonrasına istediğiniz metni ekleyebilirsiniz "$G54_Yukarı", "$G54_Sağ", …
B eksenli makine ile:
Orijin ofseti, çıktısı alınacak şekilde ayarlanmışsa, eğimli düzlem fonksiyonu G68.2 ile çıktısı alınır. Bu, G52 çıktısı alınmayacağı anlamına gelir.
2.8 Soğutma Seçeneği – Soğutma Aktivasyon Konumu
İkinci ve üçüncü seçenek, tornalama operasyonu için aynı çıktıyı verecektir.
Canlı takımlar kullanan frezeleme operasyonlarında bir fark olacaktır.
|
Seçenek |
Tornalama operasyonu |
Frezeleme operasyonu (canlı takım) |
|
Mil ile |
… T0101 S1000 M03 M08 G0 X15 Z2 … … |
… T0101 S1000 M03 M08 G0 X15 C0 Z2 … |
|
Düzlem Hareketi ile |
… … T0101 S1000 M03 G0 X15 Z2 M08 … … |
… … T0101 S1000 M03 G0 X15 C0 M8 Z2 … |
|
Dalma Hareketi ile |
… T0101 S1000 M03 G0 X15 Z2 M08 … … |
… T0101 S1000 M03 G0 X15. C0 Z2 M8 … |
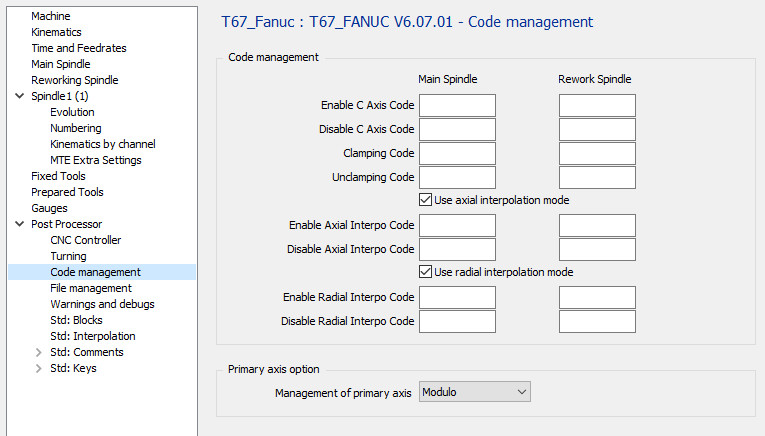
3 Kod yönetimi sayfası
|
3.1 Kod Yönetimi – C Ekseni Kodunu Etkinleştir
|
Seçenek |
Sonuç |
|
“boş” |
… T0101 S1000 M3 G17 G28 G90 H0 C10 … |
|
M51 |
… T0101 S1000 M3 G17 M51 G28 G90 H0 C10 … |
3.2 Kod Yönetimi – C Ekseni Kodunu Devre Dışı Bırak
|
Seçenek |
Sonuç |
|
“boş” |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Kod Yönetimi – Sıkma Kodu
|
Seçenek |
Sonuç |
|
“boş” |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Kod Yönetimi – Sıkmayı Açma Kodu
|
Seçenek |
Sonuç |
|
“boş” |
… G00 Z20 C10 … |
|
M11 |
… G00 Z20 M11 C10 … |
3.5 Kod Yönetimi – Eksenel enterpolasyon modunu kullan
Makinede G112 veya G12.1 seçeneği yoksa, çıktı ayrıştırılmış olarak yapılabilir.
Dairesel enterpolasyon çıktısı olmayacaktır, takım ofseti kullanılmaz
|
Seçenek |
Sonuç |

|
Eksenel operasyonu G112 ile çıktı al |

|
Eksenel operasyonu ayrıştırılmış olarak çıktı al |
3.6 Kod Yönetimi – Eksenel Enterpo Kodunu Etkinleştir
Alan boşsa, varsayılan olarak kullanılan kod G12.1 olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… G01 Z-5 G12.1 … |
|
G112 |
… G01 Z-5 G112 … |
3.7 Kod Yönetimi – Eksenel Enterpo Kodunu Devre Dışı Bırak
Alan boşsa, varsayılan olarak kullanılan kod G13.1 olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… G13.1 G00 Z20 … |
|
G113 |
… G113 G00 Z20 … |
3.9 Kod Yönetimi – Radyal Enterpo Kodunu Etkinleştir
Alan boşsa, varsayılan olarak kullanılan kod G07.1 olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… G07.1 C100 … |
|
G107 |
… G107 C100 … |
3.10 Kod Yönetimi – Radyal Enterpo Kodunu Devre Dışı Bırak
Alan boşsa, varsayılan olarak kullanılan kod G07.1 olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… G07.1 C0 … |
|
G107 |
… G107 C0 … |
3.11 Birincil eksen seçeneği – Birincil eksen yönetimi
|
Seçenek |
Sonuç |
Modülo |
… C0 … C359 C0 … |
Doğrusal |
… C0 … C359 C360 … |
Artımlı |
… C0 … H1 H1 … |
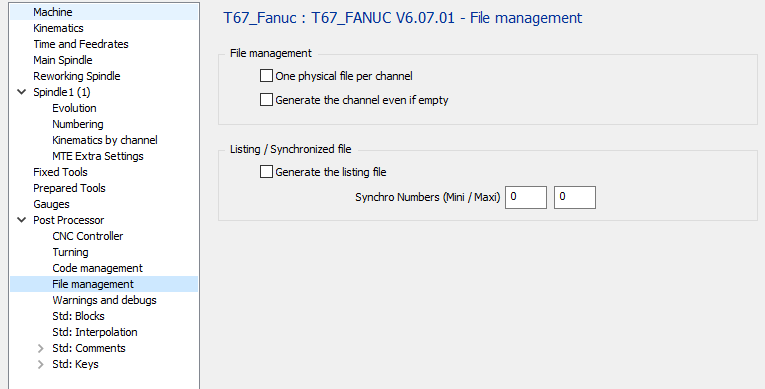
4 Dosya yönetimi sayfası
|
4.1 Dosya Yönetimi – Kanal Başına Bir Fiziksel Dosya
|
Seçenek |
Dosya 1 |
Dosya 2 |
|
|
O1000 (İLK KANAL PROGRAMI) … … M30
O1001 (İKİNCİ KANAL PROGRAMI) … … M30 |
|
|
|
O1000 (İLK KANAL PROGRAMI) … … M30 |
O1001 (İKİNCİ KANAL PROGRAMI) … … M30 |
4.2 Dosya Yönetimi – Kanal boş olsa bile oluştur
|
Seçenek |
Sonuç |
|
|
Bir kanal boşsa programın çıktısı alınmaz |
|
|
Bir kanal boşsa, program çıktısı alınacaktır (ancak boş) (Yalnızca O1001 ve M30 çıktısı alınacaktır) |
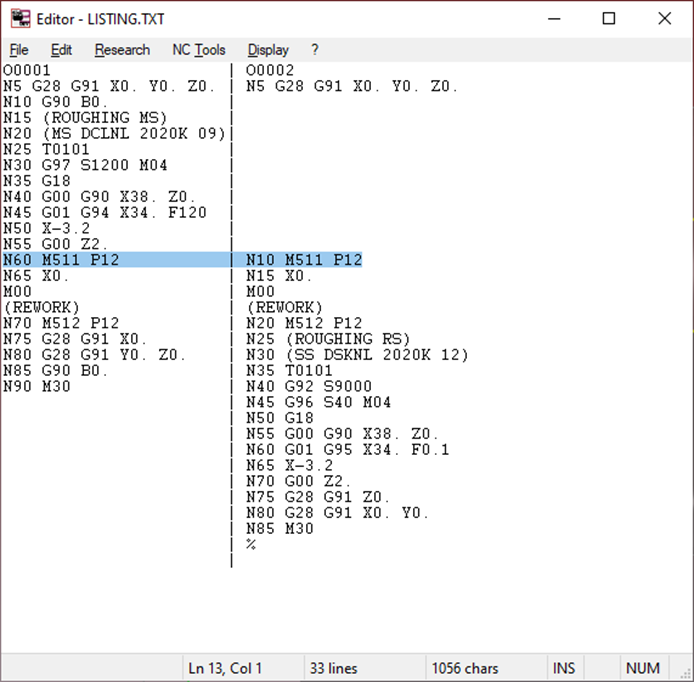
4.3 Listing / Synchronized File – Generate the Listing File
Listeyi çıkarmak için Senkronizasyon Numarası mini ve maksi değerlerini ayarlamanız gerekir.
|
Seçenek |
Sonuç |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluşturma. |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluştur. |
Listing.TXT adındaki dosya geçici olarak oluşturulacak ve gösterilecektir.
|
-
Listeleme / Senkronize Dosya – Senkronizasyon Numaraları (Mini / Maksi)
Senkronizasyon Numaralarını buraya tanımlayın (örneğin 500 – 540)
Post işlemci, Listing.TXT dosyasını oluşturmak için bu mini ve maksi değerler arasındaki senkronizasyon numaralarını arayacaktır.
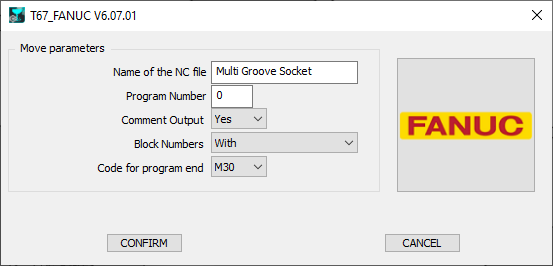
5 Başlatma sayfası
|
5.1 Oluşturulan NC dosyasının Adı: Oluşturulan NC dosyasının Adını buraya tanımlayın.
Uzantı MCT yapılandırmasında tanımlanmalıdır.
5.2 Program Numarası: 0 tanımlanmışsa, program Numarası 1 olarak ayarlanacaktır.
|
Seçenek |
Sonuç |
0 |
% O0001 … … |
“10” |
% O0010 … … |
“1234” |
% O1234 … … |
5.3 Yorum Çıktısı:
|
Seçenek |
Sonuç |
|
Hayır |
… … T0101 … … |
|
Evet |
… … (YÜZEY İŞLEME) (CNMG 04) T0101 … … |
5.4 Blok Numaraları:
|
Seçenek |
Sonuç |
|
İle |
O1000 N5 T0101 N10 G00 X10 Z20 N15 Z10 … … N50 T0202 N55 G00 X20 Z20 N60 Z10 … … |
|
Olmadan |
O1000 T0101 G00 X10 Z20 Z10 … … T0202 G00 X20 Z20 Z10 … … |
|
Sadece Takım Değişimi |
O1000 N5 T0101 G00 X10 Z20 Z10 … … N10 T0202 G00 X20 Z20 Z10 … … |
5.5 Program Sonu Kodu:
|
Seçenek |
Sonuç |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |