|
|
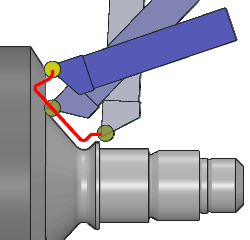
Makinenin B ekseninin sürekli kullanımı ile bitirme çevrimi. |
Anahtar Noktalar
|
|
|

|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım yolu |
Zıt Kesme Kenar |
|
|
|
||
|
İşleme Stratejisi |
||
|
XY Stok payı |
||
|
Yatırma açısı |
Z Stok payı |
|
|
|
||
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Yaklaşma ve Geri Dönme Karakteristikleri |
||
|
|
||
|
Çıkış dışa taşma / Vektör |
||
|
Giriş dışa taşma / Vektör |
||
|
Giriş/Çıkışı sınırlayın |
||
|
Geri dönüş güvenlik mesafesi |
Yaklaşma güvenlik mesafesi |
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
Devir |
Hız aralığı |
|
|
İlerleme Z'te |
İlerleme |
|
|
İlerleme X'te |
F. mili Dönme yönü |
|
|
Maksi dönüş hızı |
|
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Radyüs telafi numarası |
Uzunluk telafi no |
|
|
Kullanıcı bilgileri |
Yorum |
Kontrol ünitesi |
|
İşleme Seti |
|
|
Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Çarpışmaların yönetimi |
||
|
Güvenli alan |
||
|
Eğri Hesaplama |
Eğri toleransı |
Eğri ayrıştırma |
|
Seçenekler |
||
|
Takım yolu seçenekleri |
Dış köşeleri kır |
Max açı |