|
|
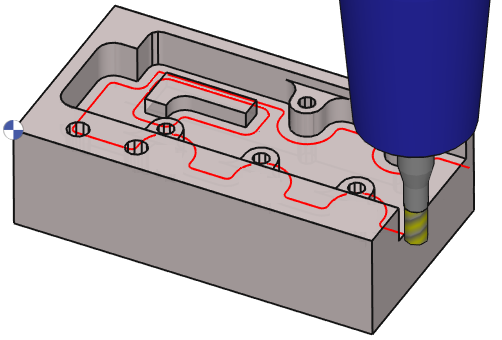
Bu çevrim, bir cep kaba işleme sonrası yapılan, kompanzasyonlu bir kontür çevrimidir. Cep çevrimini seçerken gösterilen geometriye dayanır. Cep işleme için klasik işlem: Cep (veya Cep + Kontür) + Cep tekrar işleme + belki Finiş Kontür . |
Anahtar noktalar
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takımyolu Stratejisi |
||
|
Takımyolu ve Kompanzasyon |
||
|
Finiş dışa taşma |
||
|
Cep İçinde Takım ve Stok Toleransı |
||
|
Z adımlarını hesapla |
||
|
Toleranslar |
||
|
Yanal taşma |
||
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik |
||
|
Z'de yaklaşma ve geri dönüş |
||
|
|
||
|
Güvenlik (XY'de) |
XY emniyet mesafesi |
|
|
Hızlı hareketlerin yönetimi |
||
|
|
||
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
Diş başına ilerleme |
İş mili yönü |
|
|
Seviye |
İş mili hızı |
|
|
İlerleme |
||
|
Boşta hareket ilerlemesi |
Devir sırası |
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Açıklama |
Kontrol ünitesi |
|
Frezeleme Ayarı |
|
|

Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri Segmentasyonu |
|
|
|
||
|
|
||
|
Takımyolu Seçenekleri |
Maks açı |
|