|
Bir profili nasıl işlerim Z ekseninde evrimsel ? |
|
|
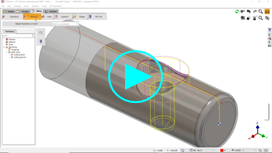
Örnekte seçilen profil bir katı , bu nedenle seçim için 'kenar yolu' seçeneğini seçiyoruz. Ancak süreç, örneğin bir tel kafes geometri ile Z evrimi ile aynıdır.
Şunu görebilirsiniz: çevrim etiketi gösterir: ' Prf/D0 ' bu da şu anlama gelir: 'Z profil üzerinde / Derinlik = 0'
|
|
|
Özel durum : Bir profili nasıl işlerim Z ekseninde evrimsel ama şeklin alt kısmında ? |
|
|
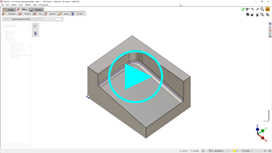
Profil seçimi, öncekiyle aynı ipucuyla, Üst Z ' düğmesine ve ardından arka plan 'e tıklayarak yapılır. Ardından şeklin derinliğini ayarlayın. Ayrıca, şeklin alt kısmı .
|
|
|
nasıl helis açısını azaltmak yapılır Enterpolasyon ancak Z adımını değiştirmeden ? |
|
|
Haklısınız, Enterpolasyon çevriminde, dalma için helis Z adımına göre tanımlanır. Bunun nedeni, takım sayfasındaki dalma açısı değerinin 0 olarak ayarlanmış olmasıdır . Eğer takım sayfasında bir dalma açısı değeri girerseniz , Z adımını değiştirmeden helis hesaplaması için kullanılacaktır! |
|
|
Nasıl program işaretleme işlemleri GO2cam'de? |
|
|
İşaretleme programlamanın, 2 türde ayırabileceğimiz birkaç yolu vardır:
|
|
Basitçe bir metin yazın ve işlem, onu seçilen elemana yansıtacak ve takım yolunu hesaplayacaktır. Bu işlemin 2 ana avantajı vardır:
|
|
Burada amaç, herhangi bir geometriyi işlemek ve herhangi bir şekle yansıtmaktır. Takım yolu 3 eksen frezelemedir. |
|
Bu, öncekiyle aynıdır ancak takım yolu 4 eksen eşzamanlı olarak oluşturulur |
|
Bu yöntem bir metni bir silindirin etrafına sarmak için sağlar ve ardından bir işaretleme işlemi programlamak ve 2 eksen işlemi uygulayarak 4 eksen takım yolu oluşturmak için. |
|


|
Nasıl tanımlanır radyus düzeltmesi ve takım pilotajı pah kırma çevriminde? |
|
|
Kontrol sistemi ve GO2cam'de tanımladığınız parametreler bağlamında bazı önemli hususlar vardır. |
|
|
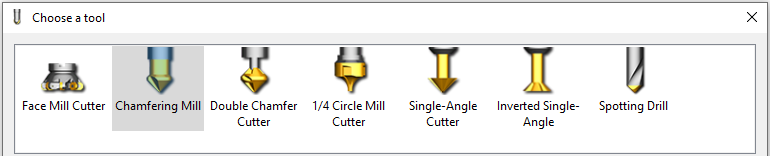
Aşağıdaki takım türleri GO2cam'de pah frezeleme için kullanılabilir:
|
|
|
Radyus düzeltmesi kullanırken özel özellikler
Ayarlar yanlışsa, simülasyon hata göstermese bile bileşen ve/veya takım hasar görebilir! Aşağıdaki örneklerde gösterildiği gibi, takımı CNC kontrolüne uygularken aslında başka takımlar için tasarlanmış bir takım türünü kullanmak gerekebilir. |
|
|
Örnek 1: Siemens Sinumerik 840D |
|
|
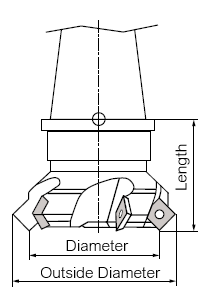
Takım türleri arasında kesik koni kesicisi (tip 155) bulunur, ancak bu yalnızca çapları ve açıları belirtme imkanı sunar. Bir ikinci çap veya kesme kenarı uzunluğu parametre olarak sunulmaz. |
|
|
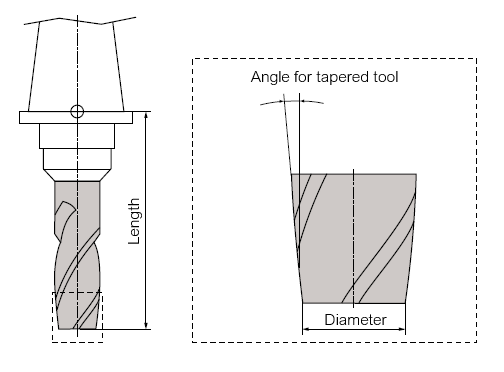
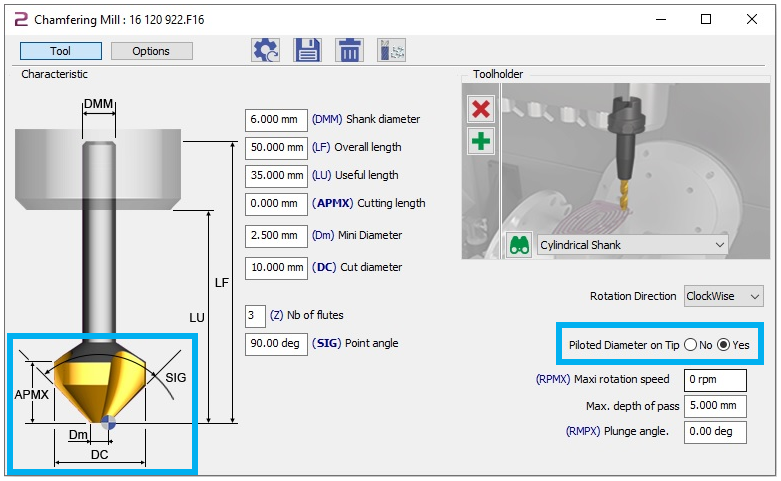
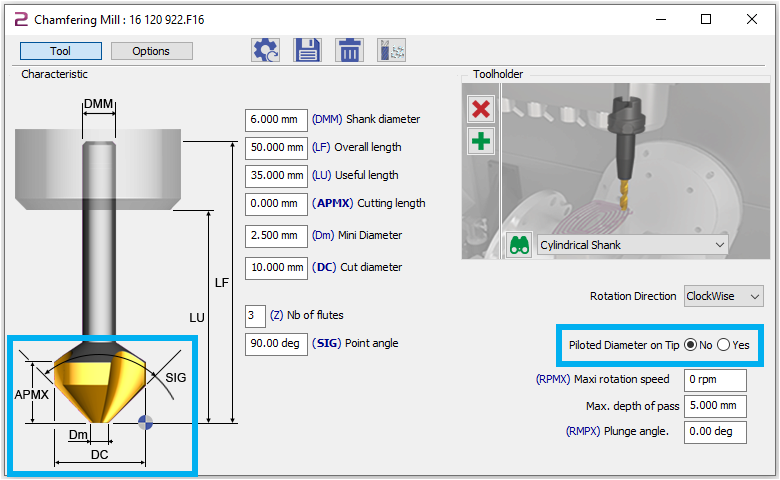
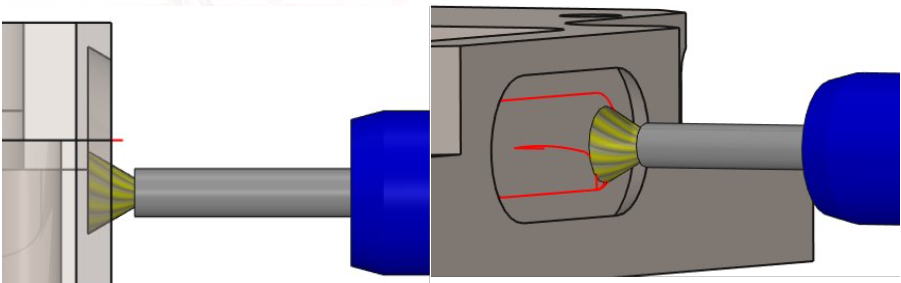
En uygun takım türü yüzey freze kesicisidir (tip 140): burada alt (küçük) ve üst (büyük) çaplar belirtilebilir. G41/G42 ile radyus düzeltmesi için ilgili çap alt çaptır . Bu, takımın ölçülmesi gereken çaptır (resimde, çap). |
|
|
Takım daha sonra kontrol sisteminin simülasyonunda doğru şekilde görüntülenir ve takım tablosunda girilen (alt) çap kullanılarak düzeltilebilir. |
|
|
GO2cam, radyus düzeltmesi (G41/G42) için kesme kenarının üst veya alt çapının kullanılıp kullanılmayacağını belirleyebilir. Bu durumda, alt çap Dm (takımın ucunda, Evet seçin ) kullanılmalıdır. |
|
|
Örnek 2: Heidenhain TNC 640 |
|
|
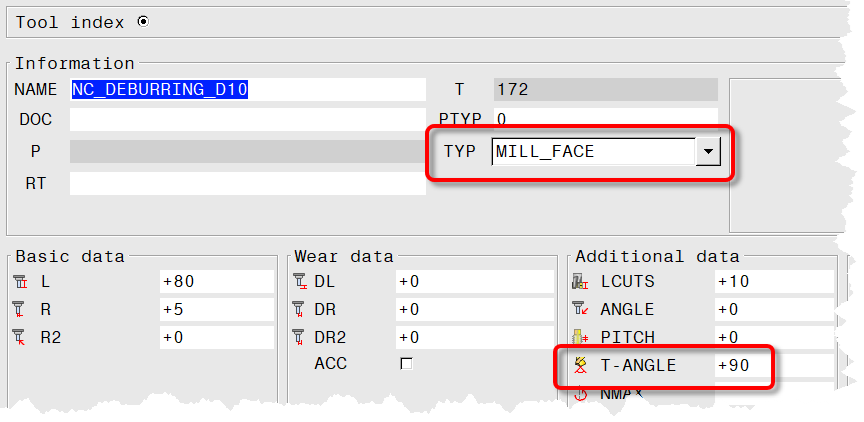
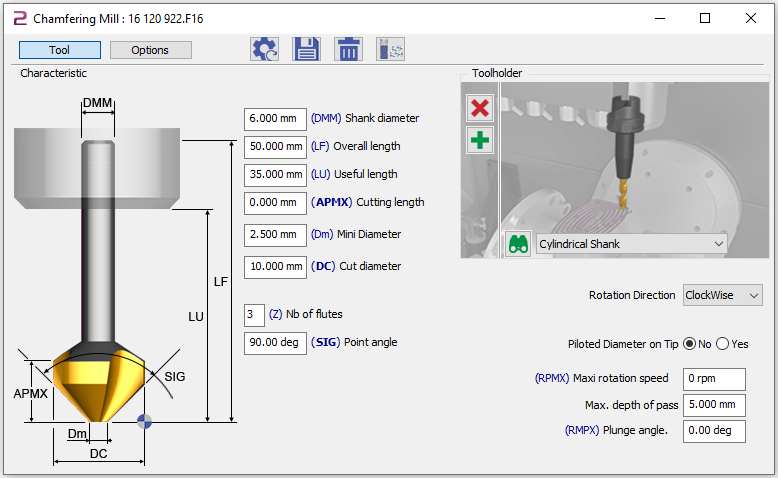
HEIDENHAIN TNC 640, yüzey freze kesicisi (MILL_FACE) takım türü ile de donatılabilir. Ek olarak, T-ANGLE (takım ucu açısı) parametresi (90°) belirtilmelidir. Ancak, takım her zaman 0 küçük çaplı (teorik uç) olarak temsil edilir, bu nedenle teorik uca göre de ölçülmelidir. Bu nedenle, G41/G42 ile radyus düzeltmesi için ilgili çap üst çaptır . |
|
|
Simülasyonda, takım doğru görüntülenir, ancak her zaman teorik bir uçla (alt çap 0). Takım tablosunda girilen (üst) çap düzeltme için kullanılabilir. |
|
|
GO2cam'de, üst çap DC uygun şekilde ayarlanmalıdır ( Hayır seçin ) ve alt çap 0 . |
|
|
olarak belirtilmelidir. Yukarıdaki iki örnek, özellikle aynı takımlar farklı makinelerde veya CNC kontrollerinde kullanılıyorsa, radyus düzeltmesi kullanmamayı kolaylaştırabileceğini göstermektedir:
|
|
|
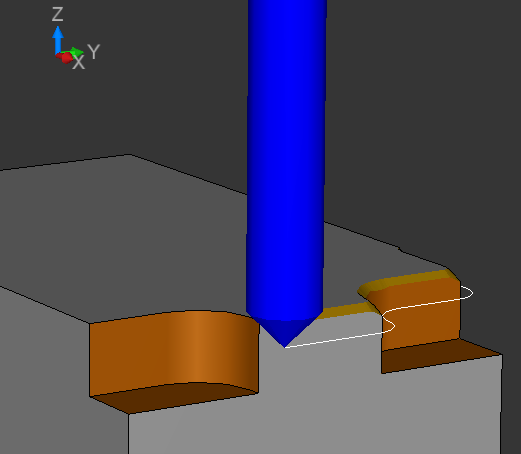
GO2cam'de bu, Havşa freze türü ile elde edilebilir. Pah freze kesicisinin aksine, takımın pilot noktası (kontrol noktası) da pilot çapının konumu değiştirildiğinde Z'de konumunu değiştirir. |
|
|
Nasıl tanımlanır profil/pah ve Genişlik pah kırma çevriminde? |
|
|
Ayrıca, pah kırma çevrimi, 3B modelde zaten mevcut olan pahları işleyebileceği gibi keskin kenarlara pah ekleyebilir. |
|
|
İkinci durumda, istenen pah genişliği manuel olarak belirtilmelidir. 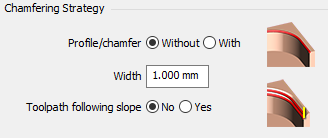
Zaten modellenmiş bir pah durumunda, aşağıdaki kenar geometri olarak seçilir.
Daha fazla bilgi için Profil / Pah ve Genişlik . |
|
|
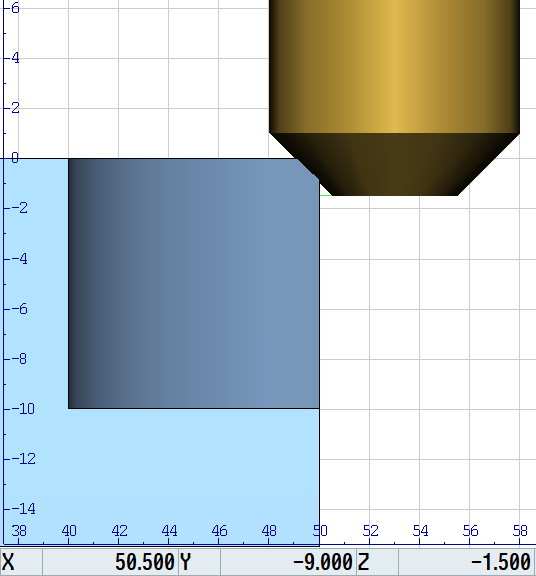
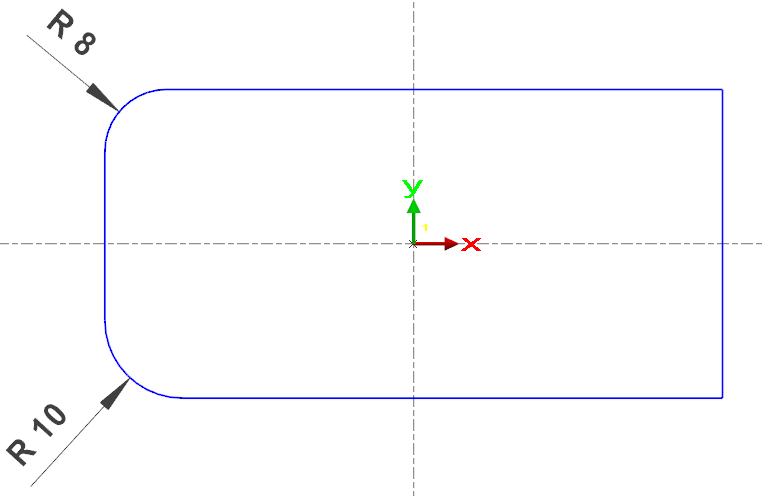
işlerken makinemden ' Takım radyusu çok büyük ' hata mesajı aldım iş parçamın iç köşesi |
||
|
Sorunlar her zaman takım radyusunun daha büyük veya eşit programlanmış köşe radyusuna olduğunda, radyus düzeltmesiyle bitirme sırasında ortaya çıkar. |
||
|
Gösterilen kontür D16mm (Radyus = 8mm) freze çakanla işlenirse, sağdaki sorunlar köşelerde keskin köşeler (köşe radyusu = 0mm) ve soldaki köşe radyusuna 8mm'lik |
|
|
|
GO2cam, makinede daha sonra sorunları önlemek için temel olarak NC çıktısı için iki seçenek sunar. GO2cam'in bu durumlardaki davranışını kontrol etmek için parametre Strateji sekmesinde bulunur ve Köşe tipi . |
Cep+Kontür Çevriminde: 
|
Kontür Çevriminde: 
|
|
Kesin ayarlar aşağıdaki adımlarda tartışılacaktır: |
||
|
Köşe Tipi (Yok) Kontür çevrimi için Keskin köşeler (köşe radyusu = 0mm) veya köşe radyusu takım radyusuna karşılık gelen köşeler keskin köşeler olarak çıktı alınır (G1-G1) . Takım radyusundan daha büyük iç radyuslar G2/G3 olarak çıktı alınır. |
Aşağıda gösterilen kontür çevrimi . 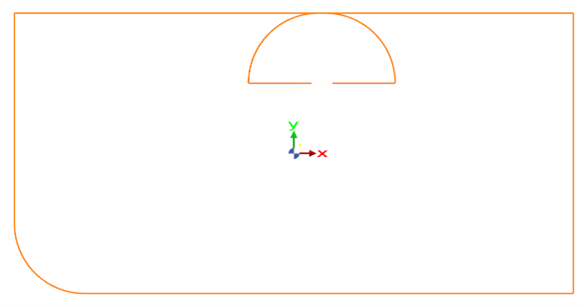
|
|
|
Köşe Tipi (Yok) Cep+Kontür çevrimi için Burada, keskin köşeler olduğu gibi görüntülenir, ancak yuvarlak köşeler her zaman G2/G3 olarak görüntülenir, ancak bir daha büyük takım radyusunun parametre ile çarpılmasıyla elde edilen radyus R max coef (köşe R8 sol üst): Örnekte, etkiyi görünür kılmak için faktör 1.2 olarak abartılmıştır, böylece 8mm x 1.2 = 9.6mm radyus elde edilir 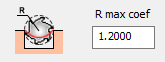
|
Aşağıda gösterilen Cep+Kontür çevrimi . 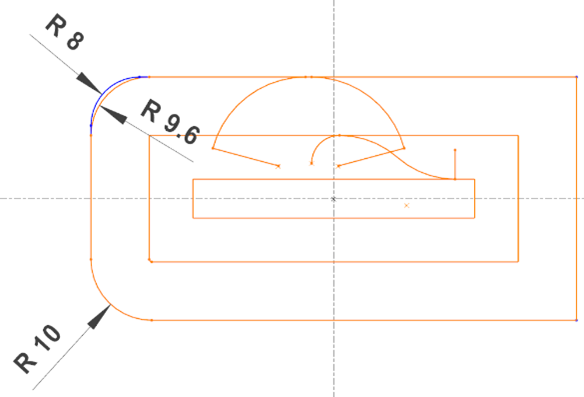
|
|
|
Bu nedenle bu ayarlar, iç radyusların boyutsal doğruluğunun önemli olduğu ve takım radyusunun köşe radyusuna zaten karşılık geldiği bir kontürü bitirmek için uygun değildir:
Her iki durumda da, çizim boyutunun gerçekten üretileceğinin garantisi yoktur. |
||
|
Köşe Tipi (Var) Cep + Kontür ve Kontür çevrimi için Radyus yine takım radyusunun parametre ile çarpılmasına karşılık gelir R max coef , örnekte yine 1.2 ile abartılmıştır. Bu ayar, kontrolcüde hata olmamasını garanti eder. Ayrıca, takımın merkez yolundaki keskin köşelerden kaçınılır. Ancak, iç radyuslar yine çizim boyutundan daha büyük yapılır. İç radyusların boyutsal doğruluğunun önemli olduğu bir kontürü radyus düzeltmesiyle bitirmek için, radyusunun en küçük iç radyustan daha küçük olduğu bir takım kullanılmalıdır . |
Aşağıda Kontür çevriminin takım yolu gösterilmektedir. (Cep+kontür de aynı şekilde davranır). 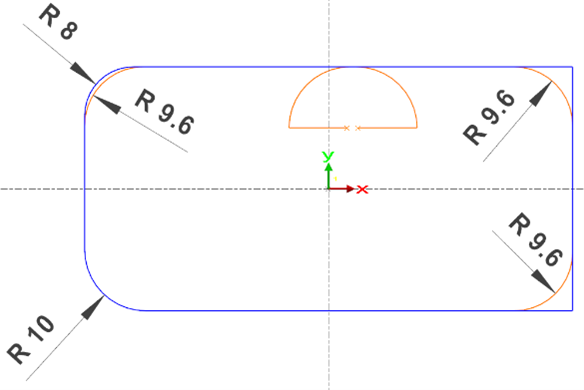
|
|
|
Nasıl tanımlanır başlangıç noktası için cep işleme? |
|
|
GO2cam'de bir cep tanımladığınızda, takımın giriş noktasını seçemezsiniz, bu otomatik olarak yazılım tarafından yapılır. Bir kullanıcının cep için giriş noktasını zorlaması için Önceden delinmiş delik komutu gereklidir. Konsept, cepte tercih edilen alanda bir delik tanımlamak ve delmektir. Bu, düz uçlu frezeler için kesme kısmı olan stoktan yanlarından kesmeye başlamasına olanak tanır. Komut, takımın cep işlemesine bu delikten başlamasına izin verecektir. Önceden delinmiş deliği tanımlamanın 2 yolu vardır:
|
|
|
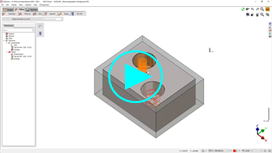
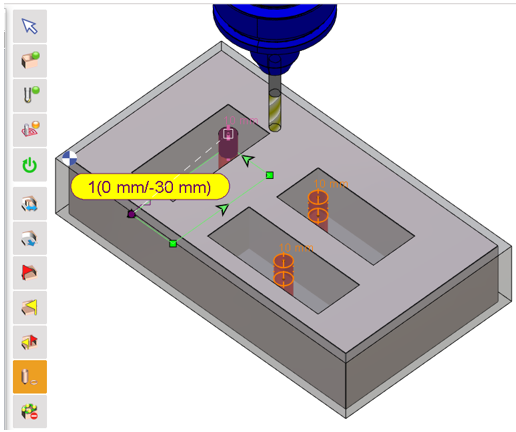
1/ Önceden delinmiş deliğin manuel olarak oluşturulması. İlk adım, Tasarım sekmesinde standart bir delik tanımlamayı veya basitçe tercih edilen konuma bir daire tasarlamayı gerektirir.
Ardından, otomatik veya manuel olarak deliğin delinmesi.
Son olarak, geometri seçimi adımında Önceden delinmiş delik komutunu seçebilir ve delik geometrisini seçebilirsiniz. Çevrimin başlangıç noktası daha sonra bu delikte tanımlanır.
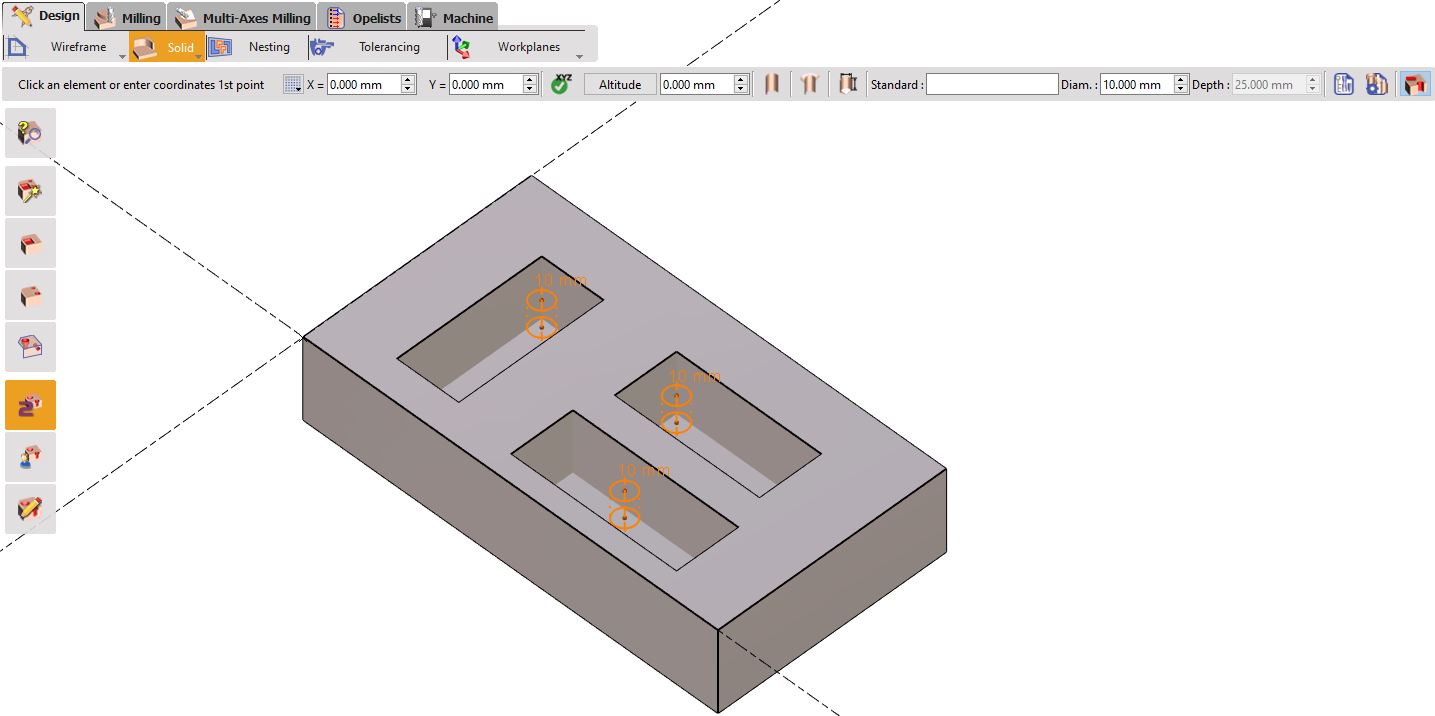
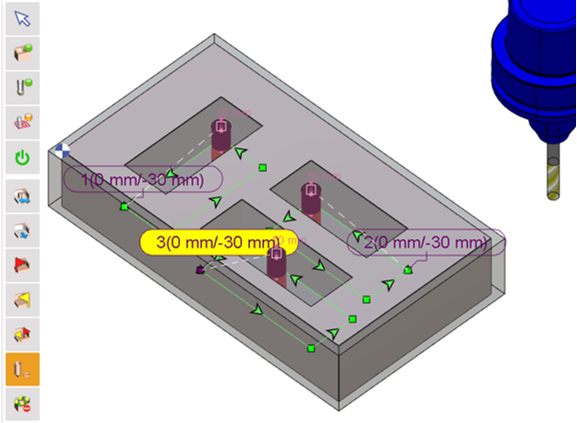
Örneğin, sağdaki örnekte, birden çok cep seçildiğinde, her biri için deliklerin çoklu seçimiyle başlangıç noktalarını tanımlayabilirsiniz. Not: Komuta tıkladıktan sonra, birden çok delik seçmek için Ctrl tuşunu basılı tutmanız gerekir.
|
|
|
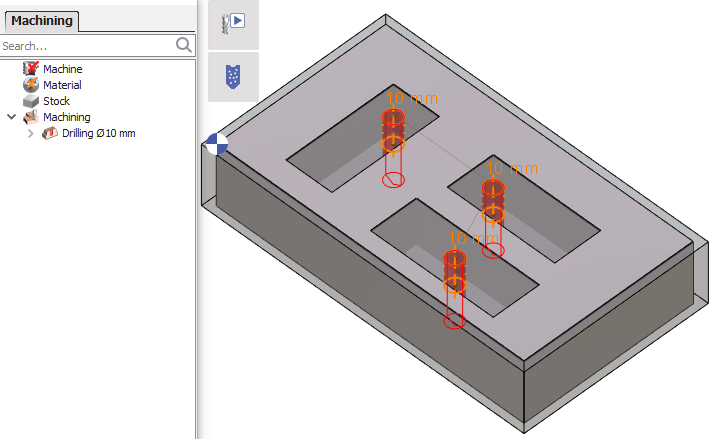
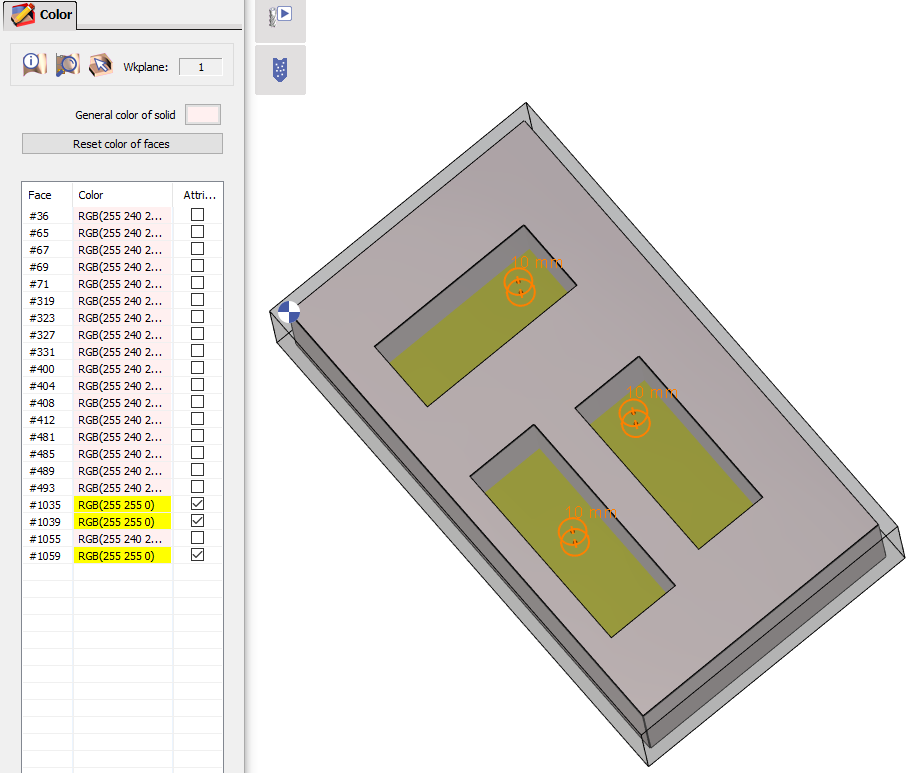
2/ Bir opelist kullanarak otomatik olarak Otomatik önceden delinmiş deliği tanımlamanın ilk adımı, delik geometrisini ayrı bir katmanda oluşturmaktır. Bu durumda delikler katman 2'ye ayarlanır.
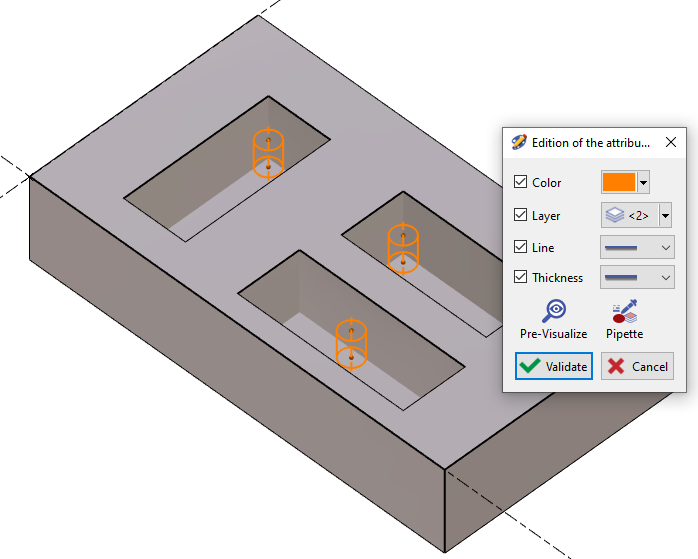
Ayrıca ceplerin alt yüzeylerinin rengini farklı bir renge değiştirin, örneğin burada sarıya değiştiriyoruz.
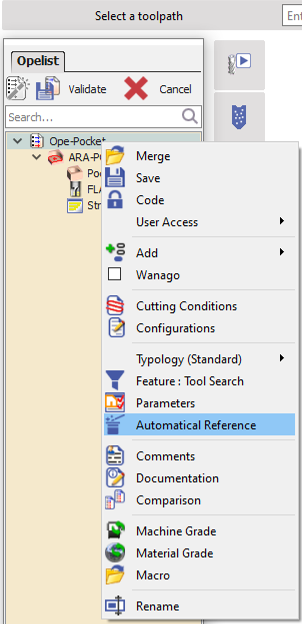
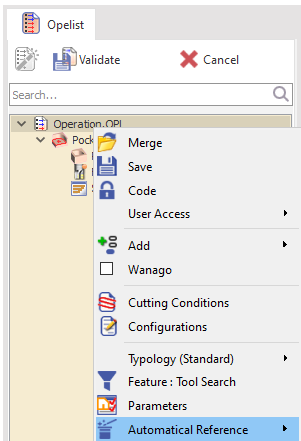
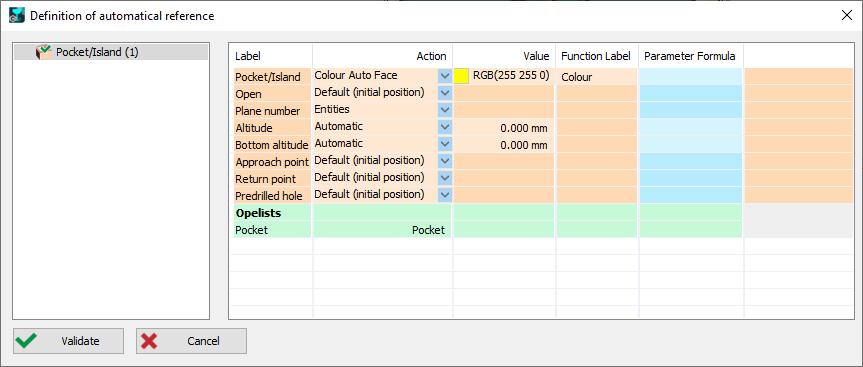
Bu noktada, mevcut bir opelist oluşturabilir veya değiştirebilir ve opelist üzerine sağ tıklayarak ona otomatik bir referans uygulayabilirsiniz.
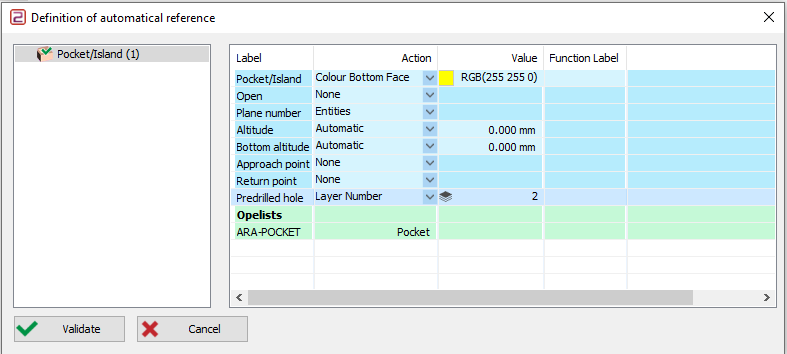
Cep/ada çevrimi için, Önceden delinmiş delik Etiketi 'e gidin ve Eylem 'i Katman Numarası olarak ve Değer 'i delikler için tanımlanan katmana, yani 2 bu durumda. ve Cep/ada Etiketi için, değiştirin Eylem 'i Alt Yüzey Rengi olarak ve Değer 'i seçilen aynı sarı renge ayarlayın. Otomatik referansı doğrulayın ve opelist'i doğrulayın.
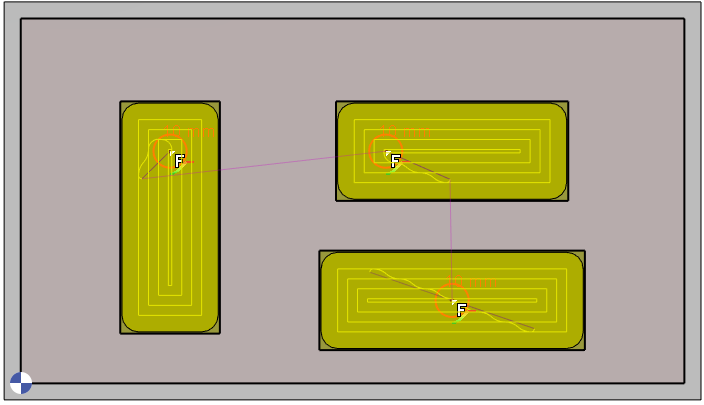
Şimdi opelist'i iş parçasına uygularsanız, önceden delinmiş delik komutu otomatik olarak dikkate alınır ve her cep için başlangıç noktası tanımlanan deliktedir. |
|
|
GO2cam'de bir iş parçasında çapak alma nasıl yapılır? |
|
|
Mevcut pakete bağlı olarak 3 yöntem mümkündür: |
|
|
Bu yöntem 2X ve 2.5X işleme çevrimleri için mevcuttur. Bu durumda, özel bir çapak alma çevrimi mevcut değildir. Çapak alma, Pah Kırma çevrimi aracılığıyla gerçekleştirilir. Örnek için sağdaki videoya bakın. |
|
|
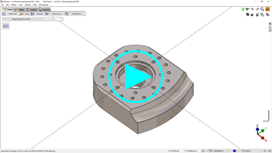
3 Eksen Çapak Alma çevrimine erişim, 3 Eksen frezeleme seçeneği etkinleştirilmişse mevcuttur. Çevrim, Frezeleme Sekmesi 'de,</div> Şekil menüsünde bulunabilir. Tüm katıyı seçin, takımı seçin ve çevrimi uygulayın. Çapak alma hesaplanacaktır. Örnek için sağdaki videoya bakın. |
|
|
5 Eksen Çapak Alma, 4-5 Eksen işleme seçeneği etkinleştirilmişse mevcuttur. Çevrim, Şekil Frezeleme Sekmesi 'de,</div> 5 Eksen Uzman menüsünde bulunabilir. Süreç 3 Eksen çapak almaya benzer. Sağdaki video, bir parçada gerçek bir çapak alma çevrimini göstermektedir. |
|


|
Bir işlemi yeniden yürüttüğümde stoğum önceki çevrimlerde neden artık hesaplanmıyor? |
|
|
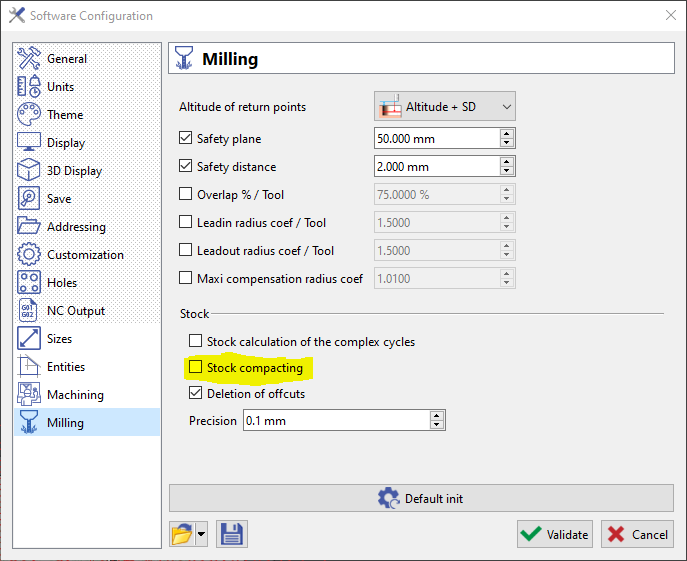
Genel işleme işlemi üzerinde bir güncelleme yapmak bu sorunun hızlı bir çözümüdür. Alternatif olarak, Stok Sıkıştırma ayarı Araçlar>Seçenekler>Frezeleme ve ardından Stok sıkıştırma seçeneğini işaretini kaldırarak devre dışı bırakabiliriz. |
|
|
|
|
Ceplerin ceplerinin renklerine göre işlenmesini nasıl otomatik hale getirebilirim? |
|
|
Bu, opelist için otomatik bir referans tanımlayarak yapılır: |
|
|
Bir opelistin oluşturulması veya düzenlenmesi sırasında, cep çevrimi için, Otomatik referans tanımı penceresine erişin. |
|
|
Otomatik referansı tanımlamak için cep çevrimi için şunları ayarlayın: Eylem > Renk Otomatik Yüzey Değer > Varsayılan olarak bırakın İşlev etiketi > Renk olarak yazın Opelist'i doğrulayın ve kaydedin. |
|
|
Opelist'in uygulanmasında, pipet kullanarak veya opelist ayarlama penceresinde RGB değerini girerek gerekli rengi seçebileceksiniz. Aracı seçin ve gerekirse çevrim ayarlarını yapın ve sadece opelist'i doğrulayın. Geometri seçimi yapılacak ve cep işleme, tanımlanan renge göre otomatik olarak yapılacaktır. |
|

|
GO2cam'de 2 eksen frezeleme ile eğimli nervürleri işleyebilir miyim? |
|
|
GO2cam, işleme işlemini gerçekleştirmek için bir tel kafes üzerinde 2.5 eksen işleme işlemi uygulayan özel bir çevrim sunar: Profil Kesme çevrimi. Süreç aşağıdaki gibidir: |
|
|
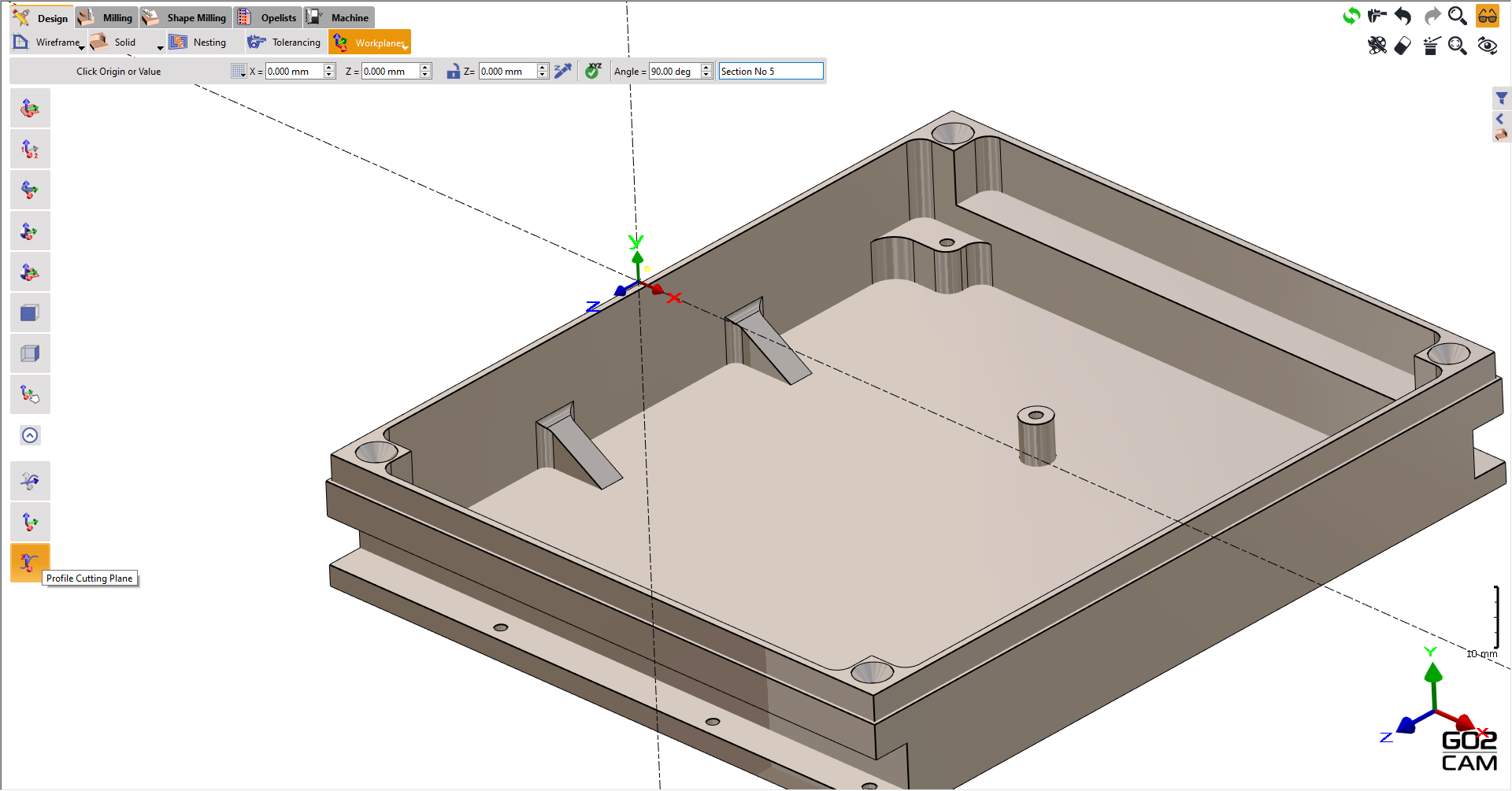
İlk işlem, Profil Kesme düzlemi adı verilen özel bir çalışma düzlemi oluşturmayı içerir. Bu, araç çubuğunu genişleterek çalışma düzlemleri oluşturma sekmesinde bulunur. Son komut gereklidir. X-Y düzlemi işleme yönünü yönetir ve boyuna yönünde işlemek istediğimiz için açıyı 90 dereceye ayarlayın. Orijini tanımlamak için herhangi bir noktaya tıklayın, bu durumda aynı orijin. |
|
|
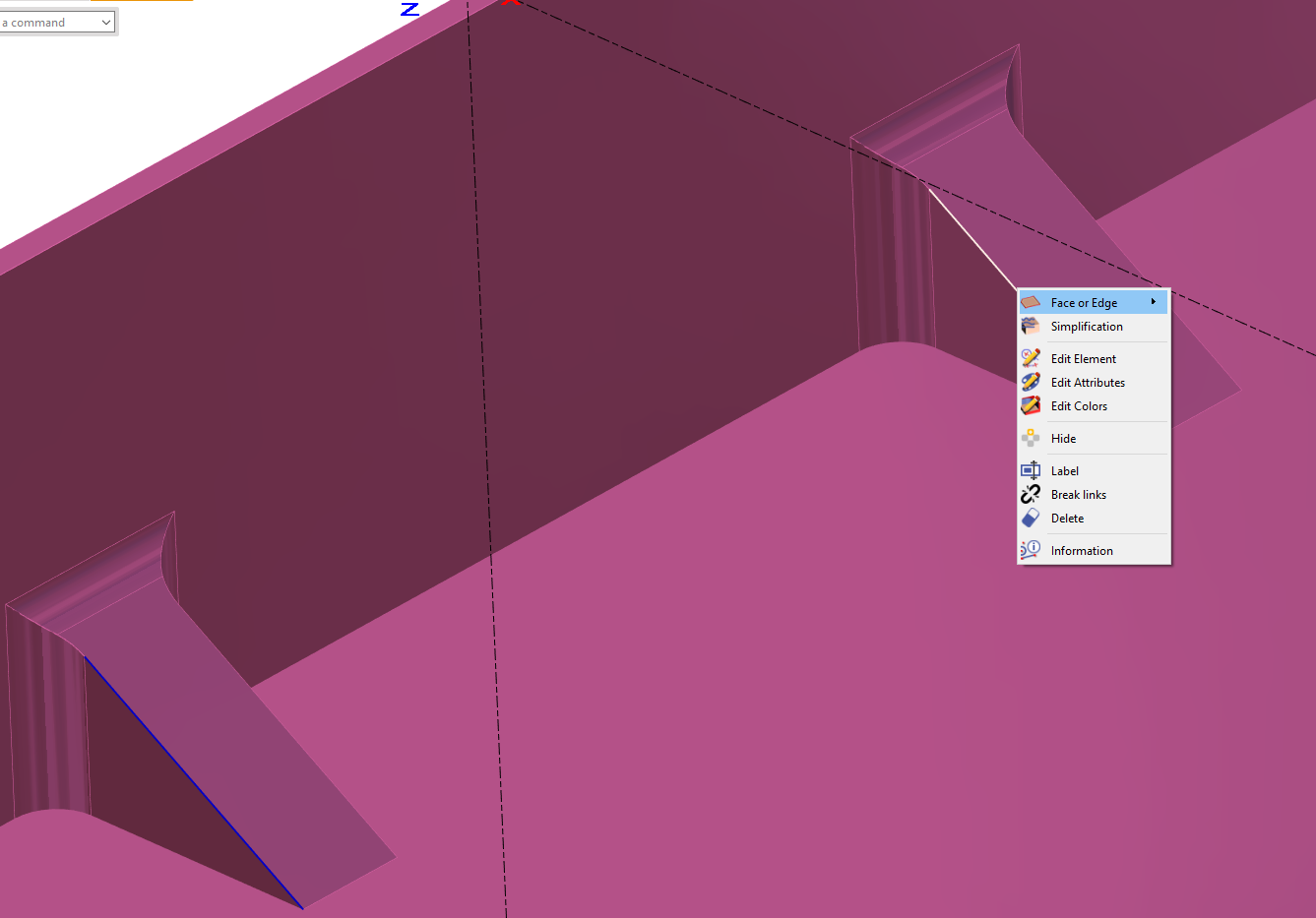
Tel kafesi, çizerek veya katıdan çıkararak tanımlayın. Bu, geometri seçimi için bir referans sağlamak üzere gereklidir.
|
|
|
Son olarak, Özel sekmesi altında bulunan Profil Kesme çevrimini tanımlayın. Çıkarılan kenarları profil olarak seçin, takımı ve profil kesme stratejilerini tanımlayın ve hesaplayın. 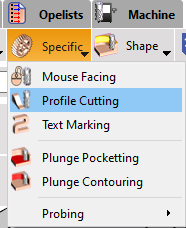
|
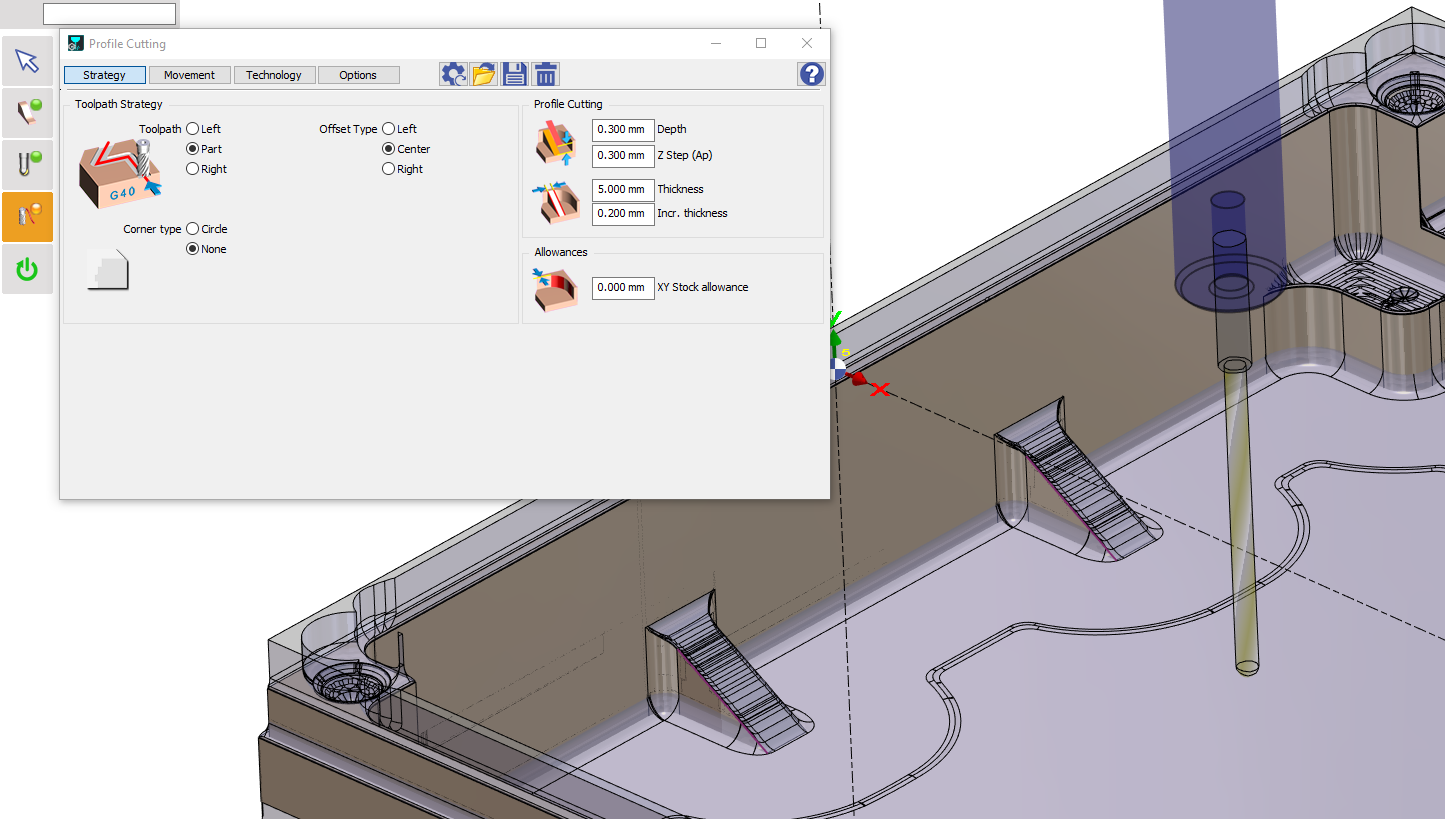
Bu durumda, kalan malzemenin derinliği ve adım değeri aynı, 0.3mm olarak ayarlanır. Burada gerçekleştirilen minimum adımlar 2'dir.
|
|
Eğim işleme bu şekildedir. 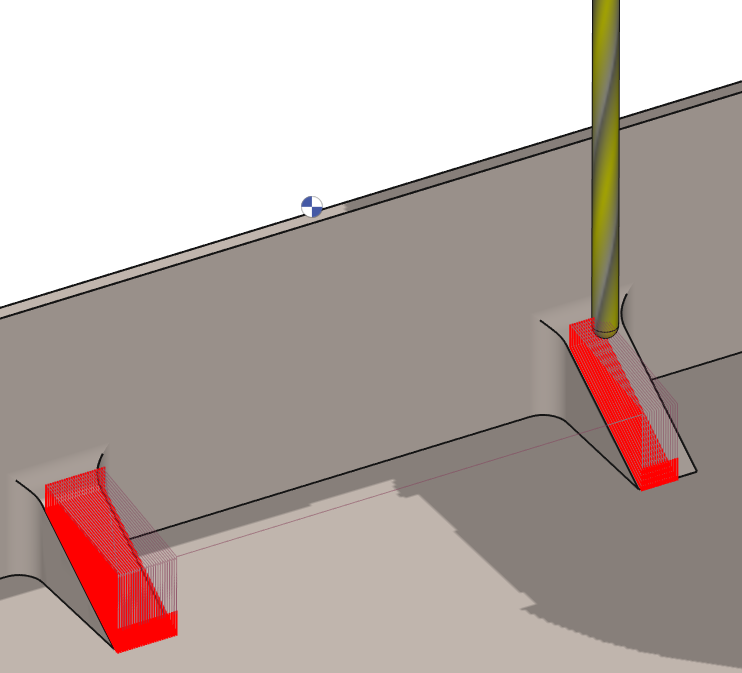
|
Süreci gösteren aşağıdaki videoyu izleyin.

|
|
Bir cepte konik yanları tek seferde nasıl işlenir? |
|
GO2cam artık Cep işlemiyle 'Ters Tek Açılı' kesici kullanma olanağı sunmaktadır. Takımı seçtiğinizde ve Cep parametrelerine geçtiğinizde, cep çevrimlerinin bazı parametrelerinin gri renkte olduğunu fark edin. |
|
|
Giriş Derinliği ve Giriş İlerleme Hızı seçeneklerinin amacı nedir? |
|
Bu seçenekler, özellikle eğimli delikler için delme çevrimleri üzerinde daha fazla kontrol sağlamak üzere tasarlanmıştır. Giriş Derinliği, azaltılmış bir ilerleme hızının (Giriş İlerleme Hızı) kullanılacağı başlangıç derinliğini belirtir. Bu, özellikle matkap tam olarak takılı değilken daha yumuşak bir başlangıç sağlar ve takım kırılması veya aşırı aşınma riskini azaltır. Matkap Giriş Derinliğine ulaştığında, ilerleme hızı otomatik olarak tanımlanan değere yükselecektir. |