This page refers to the robot strategy dialog in version 6.12.207.
Rappel :
Le trajet d'outil du cycle est calculé au préalable. Pour chaque point du trajet d'outil, les données suivantes sont fournies :
-
Position du point
-
Orientation de l'axe Z (les axes X et Y restent indéfinis)
Différences entre les robots industriels 6 axes et les machines CN traditionnelles
-
Configurations redondantes :
2 pour l'épaule, 2 pour le coude et 2 pour le poignet → total de 8 configurations possibles. -
Tours redondants (en particulier sur J4 et J6) :
Le même trajet cartésien peut être exécuté avec J6 entrant [-180°, 180°] ou [180°, 540°] . -
Orientations redondantes du TCP (point central de l'outil) :
Les robots industriels 6 axes fournissent une orientation d'outil entièrement définie. Si les axes X et Y ne sont pas définis au préalable, les orientations possibles sont infinies.
Nécessité d'une position de référence
Pour convertir un trajet d'outil avec une orientation partiellement indéfinie en positions d'articulations de robot sans ambiguïté, une position de référence est requise. À partir de celle-ci, nous extrayons :
-
Configuration de référence du robot (conservée tout au long du cycle).
-
Angles d'articulation de référence du robot , auxquels la première position de robot générée sera ajustée (pour déterminer les tours d'articulation, en particulier J4 et J6).
-
Orientation de référence du TCP , utilisée pour définir l'orientation de l'outil d'approche.
La position de référence peut être définie comme :
-
Format d'articulation (spécifique au robot) → orientation de l'outil via cinématique directe,
-
Format cartésien avec configuration (générique) → positions d'articulation via cinématique inverse.
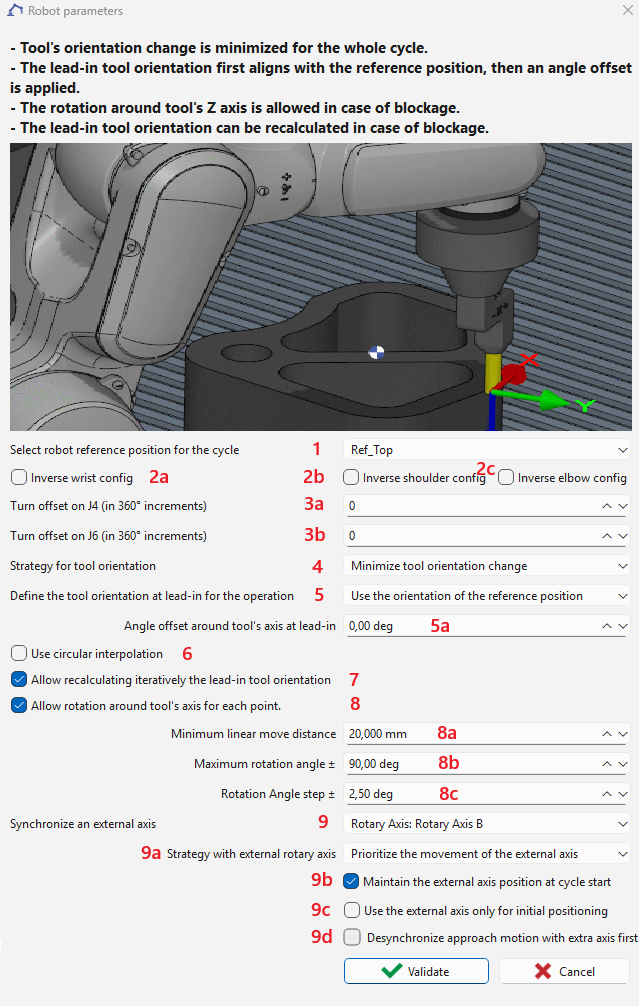
Position de référence du robot ( 1 )
Pour un cycle contenant plusieurs sous-cycles (par exemple, perçage de plusieurs trous dans un seul cycle), la position de référence n'est appliquée qu'au premier sous-cycle. Pour tous les sous-cycles suivants, la dernière position d'articulation du robot est utilisée comme référence.
La position de référence peut être sélectionnée. Par défaut, la position du robot avant le cycle est utilisée. Cette position de référence est utilisée pour :
-
Définir la configuration épaule-coude-poignet , maintenue tout au long du cycle (peut être inversée par les options 2a , 2b , 2c ).
Pour un cycle contenant plusieurs sous-cycles (par exemple, perçage de plusieurs trous dans un seul cycle), l'inversion de configuration n'est appliquée qu'au premier sous-cycle.
-
Définir un position d'angle d'articulation de référence , utilisé de sorte que la première position d'articulation générée soit aussi proche que possible de celle-ci. Cela évite les ambiguïtés sur les axes avec plusieurs tours (couramment J4 et J6, parfois infinis). Des ajustements de tour supplémentaires peuvent être appliqués avec 3a et 3b .
Pour un cycle contenant plusieurs sous-cycles (par exemple, perçage de plusieurs trous dans un seul cycle), le décalage de tour de J4 ou J6 n'est appliqué qu'au premier sous-cycle.
-
Proposer une orientation de référence du TCP (en cas d'outil porté). L'orientation de l'outil d'approche peut alors être :
-
alignée sur cette orientation de référence et tournée d'un angle de décalage ( 5a ), ou
-
alignée sur la tangente du trajet d'outil avec un angle de décalage fixe ( 5b ), selon l'option 5 .
-

Gestion de l'orientation de l'outil ( 4 )
-
Deux modes sont disponibles :
-
Minimiser le changement d'orientation de l'outil pour les outils axisymétriques
-
L'orientation est maintenue aussi stable que possible.
-
Si nécessaire, cette règle peut être outrepassée lorsque l'option 8 est activée.
-
-
Suivre la tangente du trajet d'outil avec décalage Pour les outils non axisymétriques comme une pale
-
Le mode Suivi de la tangente du trajet d'outil avec décalage n'est pas applicable aux cycles de type perçage (perçage, taraudage et filetage), car la tangente est indéfinie.
-
Si un mouvement continu (linéaire ou circulaire) échoue en raison de la portée, des limites d'articulation ou des singularités, alors en mode Minimiser le changement d'orientation , avec l'option 8 activée, le TCP peut être tourné autour de son axe Z pour rendre le trajet réalisable.
-
Inconvénient : Cela peut entraîner de grandes rotations sur de petites distances, conduisant à des effets indésirables (par exemple, sur-usinage en ébavurage). Les options 8a et 8b aident à prévenir cela.
-
-
Pour les points d'approche, de retrait ou de retour (où l'outil n'est pas en contact avec la pièce), la rotation est toujours autorisée dans les deux modes.
Axes externes ( 9 )
Un axe externe supplémentaire peut être défini :
-
Axe linéaire déplaçant le robot , peut être synchronisé avec l'axe d'articulation du robot.
-
Axe rotatif déplaçant la pièce , peut être synchronisé avec l'axe d'articulation du robot.
-
Axe linéaire fixé à la bride du robot , déplaçant l'outil le long de l'axe Z du TCP, sélectionnable uniquement pour les cycles de perçage, taraudage ou filetage. Cet axe ne peut pas être synchronisé avec l'axe d'articulation du robot ).

L'axe doit avoir un identifiant non nul pour être disponible à la sélection dans cette boîte de dialogue et pour se synchroniser avec les axes du robot.
Dans le cas de synchronisation d'axe externe, des options supplémentaires 9a , 9b et 9c sont disponibles.
9a — Stratégie de synchronisation avec le 7ème axe
Vous pouvez sélectionner la stratégie de synchronisation entre le robot et le 7ème axe :
-
Prioriser le mouvement du 7ème axe :
Le mouvement du 7ème axe est prioritaire afin de maintenir le robot aussi proche que possible de la position longitudinale définie par la position de référence sélectionnée par rapport à l'axe externe. -
Minimiser le changement d'orientation de l'outil :
Le système minimise les variations de l'orientation de l'outil (axe Z du repère outil, tel que défini par la référence) pendant le mouvement synchronisé.
9b — Stratégie de position d'approche
Vous pouvez choisir comment le système atteint la position de référence d'approche :
-
Approche robot uniquement :
Le robot se déplace vers la position de référence pendant que l'axe externe reste immobile. -
Approche synchronisée :
Le robot et l'axe externe se déplacent simultanément pour atteindre la position de référence sélectionnée.
9c — Mode d'exécution du trajet
Vous pouvez définir si le trajet suivant est exécuté :
-
Par le robot et l'axe externe , permettant un mouvement synchronisé, ou
-
Par le robot uniquement , l'axe externe restant fixe pendant l'exécution du trajet. Dans ce mode, l'axe externe est utilisé uniquement pour le positionnement d'approche et ne participe pas au mouvement coordonné pendant le trajet.
9d — Si désynchronisation du mouvement d'approche
Si une collision se produit pendant le mouvement simultané du robot et de l'axe externe au premier point d'approche, cette option peut être utilisée pour forcer un mouvement séquentiel : l'axe externe se déplace d'abord, suivi par le robot, pour éviter la collision.
Options supplémentaires
-
2a , 2b , 2c : Invert shoulder, elbow, or wrist configuration.
-
3a , 3b : Apply a turn offset to J4 or J6.
-
Exemple : Si J6 est limité à [-720°, 720°] et sa valeur avant le cycle est de 680° (proche de la limite supérieure), l'application d'un décalage de tour de -1 change la référence J6 à 320° (680° – 360°).
-
-
5 : Select method for lead-in orientation offset.
Le mode La définition d'un décalage par rapport à la tangente du trajet d'outil n'est pas applicable aux cycles de type perçage (perçage, taraudage et filetage), car la tangente est indéfinie.
Pour un cycle contenant plusieurs sous-cycles (par exemple, perçage de plusieurs trous dans un seul cycle), le décalage d'angle n'est appliqué qu'au premier sous-cycle. Pour tous les sous-cycles suivants, la dernière position d'articulation du robot est utilisée comme référence et le décalage ne sera pas appliqué.
-
6 : Activate circular interpolation.
-
7 : Si le cycle échoue, GO2robot recherche itérativement une orientation d'approche valide, en utilisant un pas d'angle défini dans 8c . En cas de succès, la valeur 5a ou 5b est mise à jour avec le nouveau paramètre.
La recherche d'une orientation d'approche valide n'est pas applicable aux cycles contenant plusieurs sous-cycles (par exemple, perçage de plusieurs trous dans un seul cycle).
-
8: enable tool orientation change in mode Minimize tool orientation change . 8a , 8b : Additional constraints to avoid excessive orientation changes.
Les changements d'orientation fréquents ou excessifs sur de courtes distances peuvent entraîner un comportement de mouvement de robot indésirable, tel qu'une réduction de la vitesse globale, des vibrations ou une perte de précision du trajet. Il est donc recommandé d'appliquer l'Option 7 (recherche d'orientation d'approche) avant d'activer cette option.