|
|
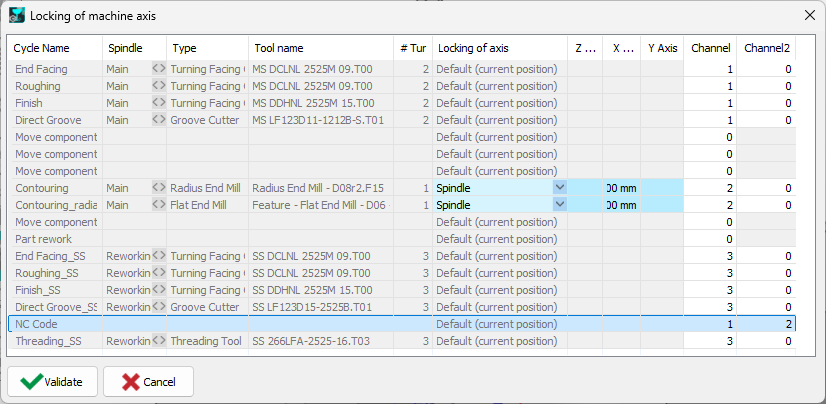
Identifier les cycles d'usinage qui utilisent des axes sécants. Bloquer des axes spécifiques (broche ou tourelle) dans une position désirée, forçant le programme à utiliser l'axe restant. |
|
En programmation CN, particulièrement lors de l'utilisation de machines dotées de plus de cinq axes contrôlables, il est souvent nécessaire de fixer certains axes en place pour simplifier le contrôle des mouvements, réduire la complexité de programmation ou résoudre des conflits entre fonctions d'axes qui se chevauchent. GO2cam fournit des outils intégrés pour facilement bloquer des axes machine spécifiques —rotatifs ou de translation— afin que seuls les degrés de liberté nécessaires soient utilisés pendant les opérations d'usinage. Le blocage des axes inutilisés ou redondants est essentiel pour assurer une orientation stable de l'outil, éviter les mouvements ambigus et obtenir des résultats constants dans les configurations multi-axes. Machines multi-axes et axes concurrentsLes machines CN modernes peuvent inclure des axes supplémentaires au-delà de la configuration traditionnelle à 5 axes. Ceux-ci peuvent être :
Dans de tels cas, plusieurs axes pourraient être capables d'atteindre le même résultat. Pour assurer un mouvement d'outil contrôlé et prévisible, un des axes qui se chevauchent doit être bloqué , tandis que l'autre est utilisé par le programme. GO2cam effectue une analyse cinématique complète de la configuration de la machine — y compris la structure de la machine, la cinématique de la tête et le montage (fixation) — pour identifier tous les axes programmables. Il présente ensuite un tableau des axes éligibles au blocage. |
|
|
Fonctions Techno :

|
|
Utilisation de la fonction de blocage d'axe dans GO2cam
|
Comment bloquer les axes :
Seuls les axes avec des identifiants valides et un statut programmable peuvent être bloqués. |


|
Gestion des axes redondants ou concurrentsCertaines machines ont des groupes d'axes concurrents , ce qui signifie que plusieurs axes peuvent influencer la même orientation d'outil. Par exemple, la tourelle et la broche peuvent toutes deux fournir une rotation autour d'un axe commun. Dans ces cas :
Cela évite la duplication des commandes de mouvement et assure un déplacement d'outil fluide et sans collision. |
|
Quand utiliser le blocage d'axe
|
Utilisez le blocage d'axe dans GO2cam quand :
|