1 Allgemeine Informationen
|
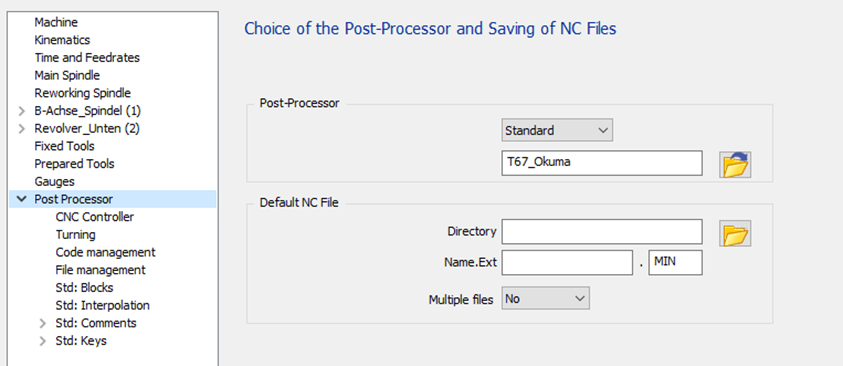
Der Standard verfügt über vier Konfigurationsseiten zur Verwaltung aller verfügbaren Optionen:
|
|
2 NC-Steuerungsseite
|
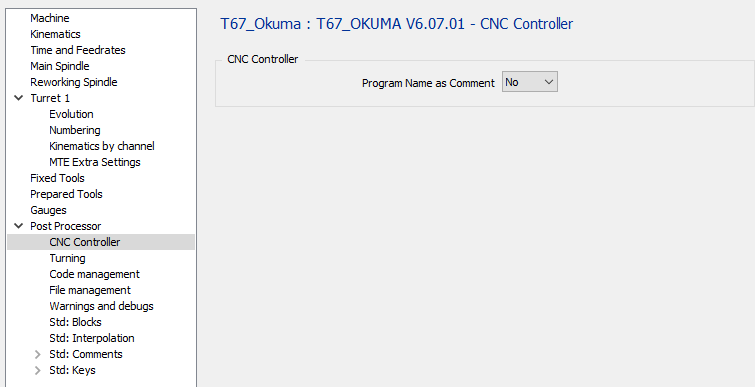
2.1 NC-Steuerung – Programmname als Kommentar
|
Option |
Ergebnis |
|
Nein |
… … M30 % |
|
Ja |
(TEILENAME) … … M30 % |
3 Drehseite
|
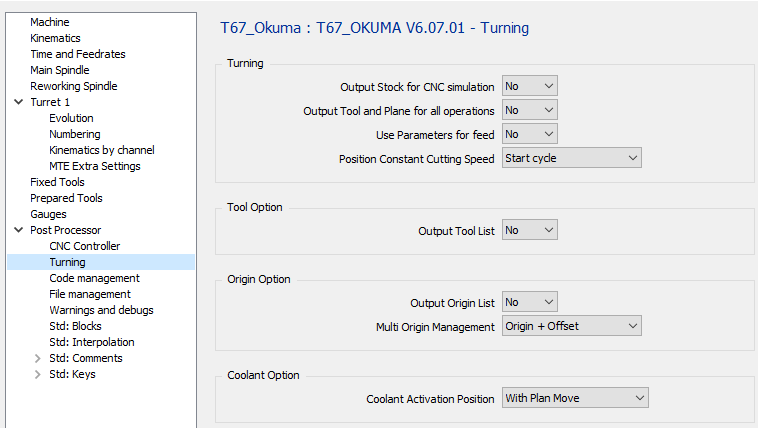
3.1 Drehen – Ausgabe Rohteil für NC-Simulation
Keine Rohteilausgabe für den Standard-Postprozessor T67_Okuma.
|
Option |
Ergebnis |
|
Nein |
T0101 … … |
|
Ja |
T0101 … … |
3.2 Drehen – Ausgabe Werkzeug und Ebene für alle Operationen
|
Option |
Ergebnis |
|
Nein |
O1000 (PLANEN) TD=010001 M323 G00 X20 Z2 … … (SCHRUPPEN) G00 X20 Z2 … … |
|
Ja |
O1000 (PLANEN) TD=010001 M323 G00 X20 Z2 … … (SCHRUPPEN) TD=010001 M323 G00 X20 Z2 … … |
3.3 Drehen – Parameter für Vorschub verwenden
|
Option |
Ergebnis |
|
Nein |
… TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Ja |
VSET F1 = 0.1 TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F=F1 … … |
3.4 Drehen – Position konstante Schnittgeschwindigkeit
|
Option |
Ergebnis |
|
Zyklus starten |
TD=010001 M323 G50 S9000 G110 G96 S40 M04 G00 G90 X44.8 Z2.4 … |
|
Bearbeitung starten |
TD=010001 M323 G97 S284 M04 G00 G90 X44.8 Z2.4 G50 S9000 G110 G96 S40 M04 G42 G01 G95 Z0. F0.1 … |
3.5 Werkzeugoption – Werkzeugliste ausgeben
|
Option |
Ergebnis |
|
Nein |
… TD=010001 M323 … … |
|
Ja |
… (WERKZEUGLISTE START) (T1 CMNG 04) (T2 ...) (T3 ...) (WERKZEUGLISTE ENDE) TD=010001 M323 … … |
3.6 Ursprungsoption – Ursprungsliste ausgeben
No output for T67_Okuma standard
3.7 Ursprungsoption – Verwaltung mehrerer Ursprünge
Keine Änderung für den Standard T67_Okuma. Keine Verwaltung mehrerer Ursprünge auf Okuma.
|
Option |
Ergebnis |
|
Nur Ursprung |
… |
|
Ursprung + Offset |
… |
Bei Maschinen mit B-Achse:
Der Ursprungs-Offset wird mit der Funktion G127 für geneigte Ebenen und dem G-Code G174 ausgegeben.
3.8 Kühlmitteloption – Kühlmittelaktivierungsposition
Die zweite und dritte Option ergeben die gleiche Ausgabe für Drehoperationen.
Es wird einen Unterschied bei Fräsoperationen mit angetriebenen Werkzeugen geben.
|
Option |
Drehoperation |
Fräsoperation (angetriebenes Werkzeug) |
|
Mit Spindel |
… TD=010001 M323 S1000 M03 M08 G00 X15 Z2 … |
… TD=010001 M323 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Mit Ebenenverschiebung |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Mit Eintauchbewegung |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15. C0 Z2 M08 … |
4 Code-Verwaltungsseite
|
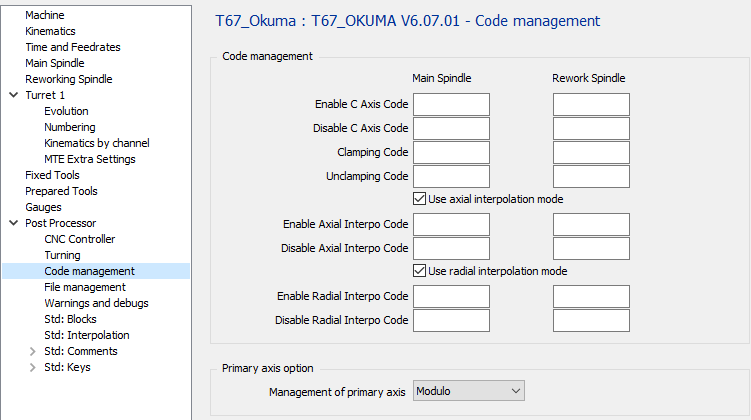
4.1 Code-Verwaltung – C-Achsen-Code aktivieren
Wenn das Feld leer ist, ist der Standardcode M110.
|
Option |
Ergebnis |
|
„leer“ |
… TD=010001 M323 S1000 M03 G17 M11 0 G28 G90 H0 C10 … |
|
M51 |
… TD=010001 M323 S1000 M03 G17 M51 G28 G90 H0 C10 … |
4.2 Code-Verwaltung – C-Achsen-Code deaktivieren
Wenn das Feld leer ist, ist der Standardcode M109.
|
Option |
Ergebnis |
|
„leer“ |
… X200 M109 M09 … |
|
M50 |
… X200 M50 M09 … |
4.3 Code-Verwaltung – Spanncode
Wenn das Feld leer ist, ist der Standardcode M147.
|
Option |
Ergebnis |
|
„leer“ |
… C10 M147 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
4.4 Code-Verwaltung – Entspanncode
Wenn das Feld leer ist, ist der Standardcode M146.
|
Option |
Ergebnis |
|
„leer“ |
… G00 Z20 M146 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
4.5 Code-Verwaltung – Axialen Interpolationsmodus verwenden
Wenn die Maschine keinen Code zur Ausgabe der axialen Interpolation hat, kann dies zerlegt erfolgen.
Es wird keine Kreisinterpolation ausgegeben, Werkzeugversatz wird nicht verwendet
|
Option |
Ergebnis |

|
Axiale Operation mit Interpolation ausgeben |

|
Axiale Operation zerlegt ausgeben |
4.6 Code-Verwaltung – Axialen Interpolationscode aktivieren
|
Option |
Ergebnis |
|
„leer“ |
… G01 Z-5 … |
|
G112 |
… G01 Z-5 G112 … |
4.7 Code-Verwaltung – Axialen Interpolationscode deaktivieren
|
Option |
Ergebnis |
|
„leer“ |
… G00 Z20 … |
|
G112 |
… G113 G00 Z20 … |
4.8 Code-Verwaltung – Radialen Interpolationsmodus verwenden
Wenn die Maschine keine Codeoption zur Verwendung der Interpolation hat, kann dies zerlegt erfolgen.
Es wird keine Kreisinterpolation ausgegeben, Werkzeugversatz wird nicht verwendet
|
Option |
Ergebnis |

|
Axiale Operation mit Interpolation ausgeben |

|
Axiale Operation zerlegt ausgeben |
4.9 Code-Verwaltung – Radialen Interpolationscode aktivieren
|
Option |
Ergebnis |
|
„leer“ |
… … |
|
G107 |
… G107 … |
4.10 Code-Verwaltung – Radialen Interpolationscode deaktivieren
|
Option |
Ergebnis |
|
„leer“ |
… … |
|
G107 |
… G107 C0 … |
4.11 Primäre Achsenoption – Verwaltung der primären Achse
|
Option |
Ergebnis |
|
Modulo |
… C0 … C359 C0 … |
|
Linear |
… C0 … C359 C360 … |
|
Inkrementell |
Wird nicht von der Maschine verwaltet. Modulo wird verwendet |
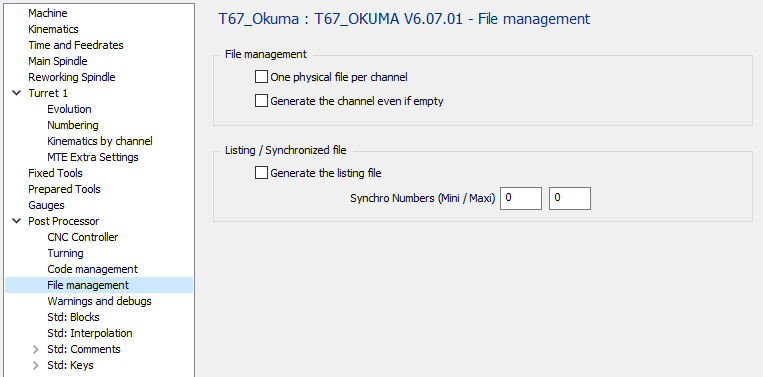
5 Dateiverwaltungsseite
|
5.1 Dateiverwaltung – Eine physische Datei pro Kanal
|
Option |
Datei 1 |
Datei 2 |
|
|
(PROGRAM ERSTER KANAL) … … M30
(PROGRAM ZWEITER KANAL) … … M30 |
|
|
|
(PROGRAM ERSTER KANAL) … … M30 |
(PROGRAM ZWEITER KANAL) … … M30 |
5.2 Dateiverwaltung – Kanal auch bei leerer Datei generieren
|
Option |
Ergebnis |
|
|
Wenn ein Kanal leer ist, erfolgt keine Programmausgabe |
|
|
Wenn ein Kanal leer ist, wird das Programm ausgegeben, aber leer sein (Nur O1001 und M30 werden ausgegeben) |
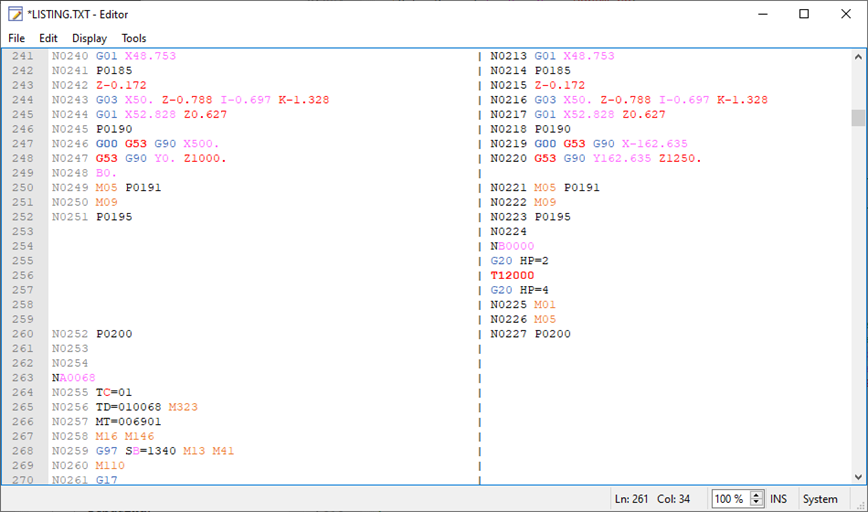
5.3 Auflistung / Synchronisierte Datei – Auflistungsdatei generieren
Sie müssen die minimale und maximale Synchro-Nummer einstellen, um die Auflistung auszugeben
|
Option |
Ergebnis |
|
|
Generieren Sie die Datei nicht, um die Synchronisation zwischen den Kanälen zu sehen. |
|
|
Generieren Sie die Datei, um die Synchronisation zwischen den Kanälen zu sehen. |
Die Datei mit dem Namen Listing.TXT wird temporär generiert und angezeigt.
|
5.4 Auflistung / Synchronisierte Datei – Synchro-Nummern (Mini / Maxi)
Definieren Sie hier die Synchronisationsnummern (z.B. 1 – 9000)
Der Postprozessor sucht nach den Synchronisationsnummern zwischen diesen Minimal- und Maximalwerten, um die Datei Listing.TXT zu generieren.
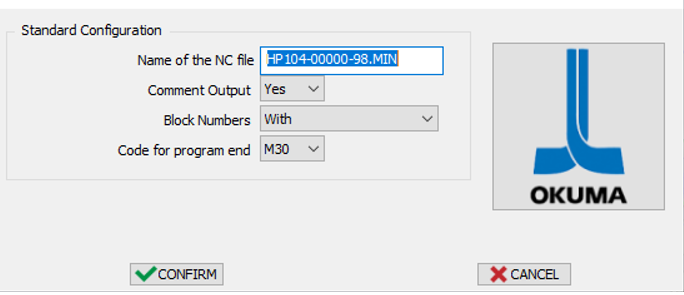
6 Startseite
|
6.1 Name der NC-Datei
Definieren Sie hier den Namen der generierten NC-Datei.
Die Erweiterung wird in der MCF-Konfiguration definiert.
6.2 Kommentar-Ausgabe
|
Option |
Ergebnis |
|
Nein |
… … TD=010001 M323 … … |
|
Ja |
… … (PLANEN) (CNMG 04) T0101 … … |
6.3 Blocknummern
|
Option |
Ergebnis |
|
Mit |
N0001 TD=010001 M323 N0002 G00 X10 Z20 N0003 Z10 … … N0010 TD=010002 M323 N0011 G00 X20 Z20 N0012 Z10 … … |
|
Ohne |
TD=010001 M323 G00 X10 Z20 Z10 … … TD=010002 M323 G00 X20 Z20 Z10 … … |
|
Nur Werkzeugwechsel |
N0001 TD=010001 M323 G00 X10 Z20 Z10 … … N0002 TD=010002 M323 G00 X20 Z20 Z10 … … |
6.4 Code für Programmende
|
Option |
Ergebnis |
|
M30 |
… … … M30 |
|
M02 |
… … … M02 |
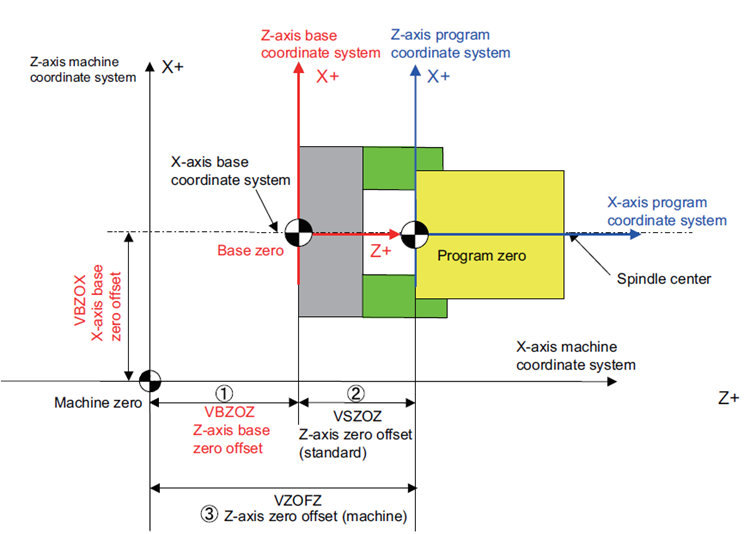
7 Spezifische Informationen
7.1 MTE-Bewegung vom Maschinenursprung
Da die Punkte im Achsensystem der Maschine gegeben sind, müssen Sie bei zwei Revolvern, die nicht bei 180 Grad stehen, den X-Wert neu berechnen, um einen korrekten Wert im Revolverachsensystem auszugeben.
Auf Okuma-Maschinen wird kein Programmursprung verwendet. Wir müssen mit Maschinenvariablen programmieren, um feste Punkte vom Maschinenursprung aus programmieren zu können.
Wir müssen auch den Werkzeugversatz aufheben.
Um eine Z-Position relativ zum Maschinen-Nullpunkt ohne Werkzeugversatz zu programmieren, müssen die folgenden Zeilen programmiert werden:
Z=[<zu erreichende Z-Position> - VZOFZ – VZSHZ - VETFZ]
X=ABS[<zu erreichende X-Position> - VZOFX – VZSHX- VETFX]
VZSHZ ist die aktuelle Verschiebung, die zum aktiven Offset hinzugefügt wird.
VETFZ ist der aktuelle aktive Werkzeugversatz in Z-Achse.
|