Allgemeine Informationen
|
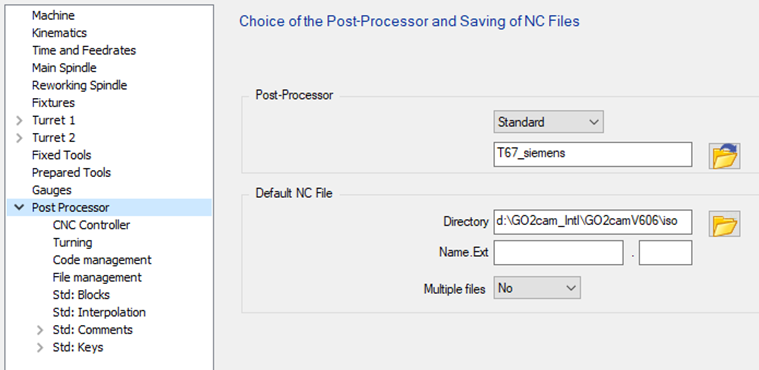
Der Standard hat vier Konfigurationsseiten zur Verwaltung aller verfügbaren Optionen:
|
|
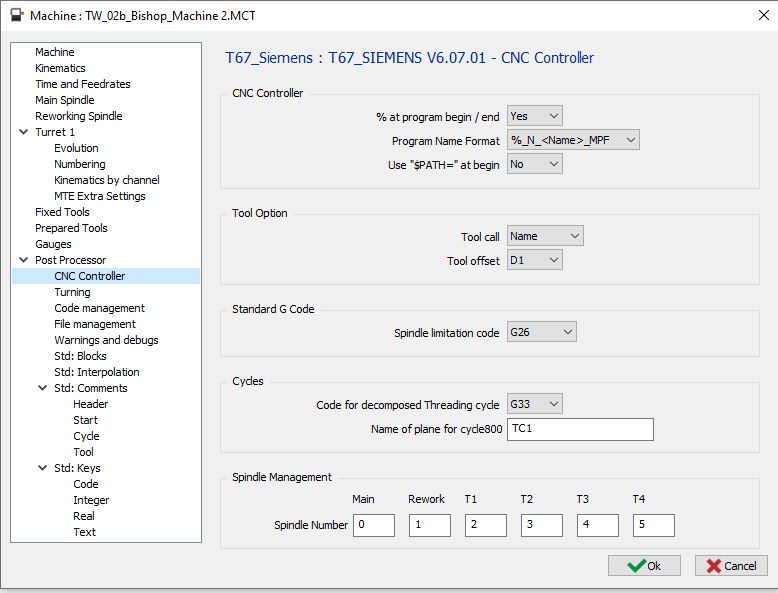
1 NC-Steuerungsseite
|
1.1 NC-Steuerung - % am Programmbeginn / -ende
|
Option |
Ergebnis |
|
Nein |
N5 G00 G53 Z0 … … M30 |
|
Ja |
% N5 G00 G53 Z0 … … M30 % |
1.2 NC-Steuerung - Programmnameformat
Auch wenn das % am Programmbeginn / -ende in der vorherigen Option deaktiviert ist, geben die 2 ersten Optionen für den Programmnamen % aus.
|
Option |
Ergebnis |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<nummer> |
%MPF1 N5 G00 G53 Z0 … … |
|
ohne |
G00 G53 Z0 … … |
1.3 NC-Steuerung – “$PATH=” am Anfang verwenden
Die Option ist nur verfügbar, wenn das Programmnameformat auf „%_N_<name>_MPF“ gesetzt ist.
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Ja |
%_N_PROG_MPF ;$PATH=/_N_MPF_DIR N5 G00 G53 Z0 … … |
1.4 Werkzeugoption – Werkzeugaufruf
|
Option |
Ergebnis |
|
Nummer |
… … T01 M06 … … |
|
Name |
… … T=”CNMG 04” M06 … … (SPANBRUCHZYKLUS) G83 Z-6 Q2000 F500 G80 … … |
1.5 Werkzeugoption – Werkzeugversatz
|
Option |
Ergebnis |
|
D1 |
… T01 D01 M06 … … T02 D01 M06 … |
|
D.. |
… T01 D01 M06 … … T02 D02 M06 … |
1.6 Standard G-Code – Spindelbegrenzungscode
|
Option |
Ergebnis |
|
G26 |
… G26 S2500 … |
|
LIMS |
… LIMS=2500 … |
1.7 Zyklen – Code für zerlegten Gewindeschneidzyklus
Der Gewindeschneidzyklus muss im Generator auf „zerlegt“ gesetzt werden.
|
Option |
Ergebnis |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
1.8 Spindelverwaltung – Spindelnummer
Definieren Sie hier die Nummer, die von der SETMS-Funktion für Folgendes verwendet wird:
-
Haupt : Hauptspindel
-
Nachbearbeitung : Nachbearbeitungsspindel
-
T1 : Erster Revolver
-
T2 : Zweiter Revolver
-
T3 : Dritter Revolver
-
T4 : Vierter Revolver
Wenn die Nummer auf 0 gesetzt ist, wird SETMS ohne Nummer ausgegeben.
|
Option |
Ergebnis |
|

|
… ;Hauptspindel auswählen SETMS … … ;Nachbearbeitungsspindel auswählen SETMS(1) … … |

|
… ;Hauptspindel auswählen SETMS(5) … … ;Nachbearbeitungsspindel auswählen SETMS(6) … … |
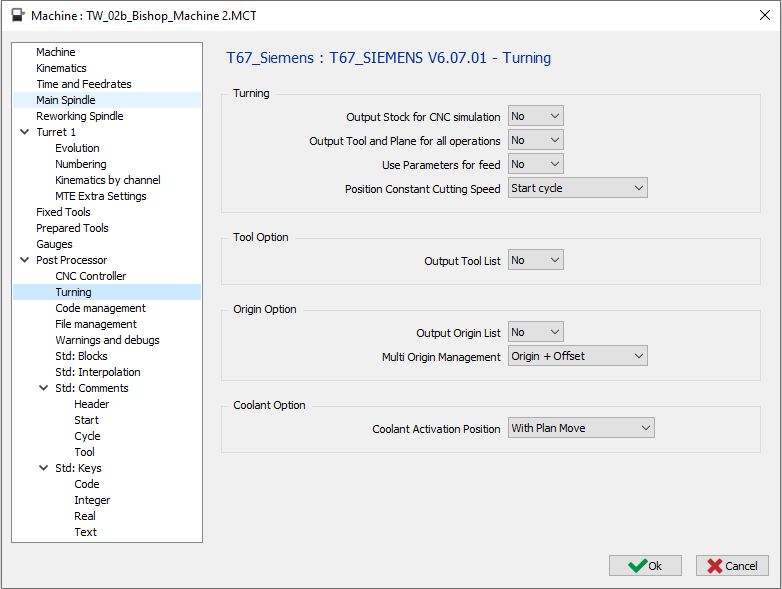
2 Drehseite
|
2.1 Drehen – Rohteil für NC-Simulation ausgeben
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF … … |
|
Ja |
%_N_PROG_MPF N5 WORKPIECE(,"",,"CYLINDER",64,2,-32,-80,30) … … |
2.2 Drehen – Werkzeug und Ebene für alle Operationen ausgeben
|
Option |
Ergebnis |
|
Nein |
… ;OP 1 MIT WERKZEUG 1 UND EBENE 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 MIT WERKZEUG 1 UND EBENE 1 … |
|
Ja |
… ;OP 1 MIT WERKZEUG 1 UND EBENE 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 MIT WERKZEUG 1 UND EBENE 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … |
2.3 Drehen – Parameter für Vorschub verwenden
|
Option |
Ergebnis |
|
Nein |
… T01 D01 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Ja |
R21 = 0.1 … T01 D01 G00 X20 Z2 G01 Z-20 G95 F R21 … … |
2.4 Drehen – Konstante Schnittgeschwindigkeit positionieren
|
Option |
Ergebnis |
|
Zyklus starten |
T01 D01 G26 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
Bearbeitung starten |
T01 D01 G97 S284 M04 G00 G90 X24. Z2.8 G26 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Werkzeugoption – Werkzeugliste ausgeben
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF … … |
|
Ja |
%_N_PROG_MPF ;WERKZEUGLISTE START ;T1 CMNG 04 ;T2 ... ;T2 ... ;WERKZEUGLISTE ENDE … … |
2.6 Ursprungsoption – Ursprungsliste ausgeben
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF … |
|
Ja |
%_N_PROG_MPF ;URSPRUNGLISTE START ;G54 ;G55 ;... ;URSPRUNGLISTE ENDE … |
2.7 Ursprungsoption – Mehrfachursprungsverwaltung
|
Option |
Ergebnis |
|
Nur Ursprung |
% O1000 … G54 … |
|
Ursprung + Versatz |
% O1000 … G54 TRANS X10 Y20 Z10 … |
Ohne MTE:
Wenn die Option für jeden auf dem Teil definierten Ursprung auf „Nur Ursprung“ gesetzt ist, geben wir einen anderen G-Code aus, G54, dann G55, G56 … Das bedeutet, Sie sind durch die Anzahl der von der CNC verwalteten Ursprünge begrenzt. Wenn Sie mehr Ursprünge haben können, müssen Sie die zweite Option „Ursprung + Versatz“ verwenden.
Wenn die Option auf „Ursprung + Versatz“ gesetzt ist, wird nur G54 ausgegeben und mit TRANS versetzt.
Mit MTE:
Der Ursprung kann im Namen des Ursprungs mit der folgenden Syntax „$G54_“ definiert werden. Das bedeutet, G54 wird im NC-Programm verwendet. Wenn kein dekodierter Name definiert ist, wird der Standardursprung G54 ausgegeben.
Wenn Sie „Ursprung + Versatz“ verwenden, müssen Sie nur einen Ursprung für alle Ihre Operationen verwenden, da alle Versätze von der Referenzebene oder dem einzelnen Ursprung berechnet werden.
Sie können jeden Text nach dem Unterstrich hinzufügen, um Ihren Versatz zu erkennen „$G54_Up“, „$G54_Right“, …
Mit 5-Achsen-Maschine:
Der Ursprungsversatz wird mit der Funktion für geneigte Ebenen Cycle800 ausgegeben, wenn er zur Ausgabe bestimmt ist. Das bedeutet, es wird kein TRANS ausgegeben.
2.8 Kühlmitteloption – Kühlmittelaktivierungsposition
Die zweite und dritte Option ergeben die gleiche Ausgabe für Drehoperationen.
Es wird einen Unterschied bei Fräsbearbeitungen mit angetriebenen Werkzeugen geben.
|
Option |
Drehoperation |
Fräsbearbeitung (angetriebenes Werkzeug) |
|
Mit Spindel |
… T01 D01 M06 S1000 M03 M08 G00 X15 Z2 … … |
… T01 D01 M06 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Mit Ebenenbewegung |
… … T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… … T01 D01 M06 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Mit Eintauchbewegung |
… T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… T01 D01 M06 S1000 M03 G00 X15. C0 Z2 M08 … |
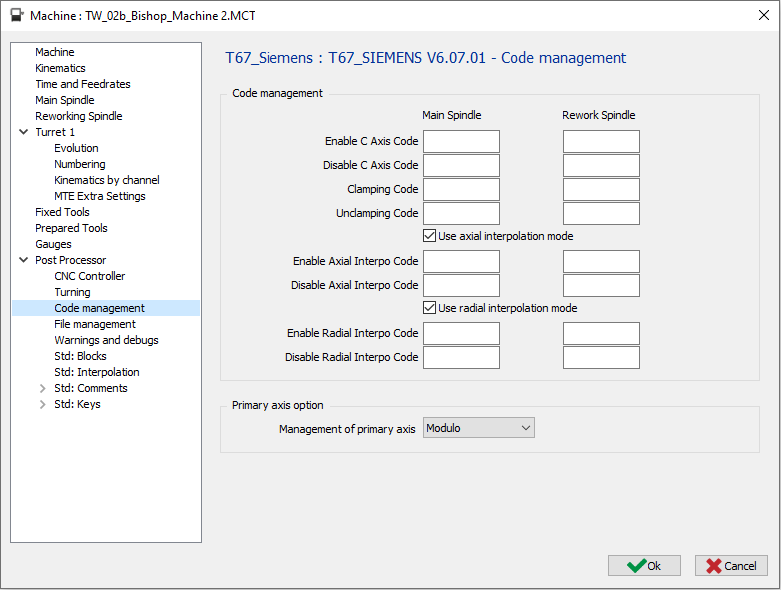
3 Codeverwaltungsseite
|
3.1 Codeverwaltung – C-Achsen-Code aktivieren
|
Option |
Ergebnis |
|
„leer“ |
… T01 D01 M06 S1000 M03 G17 G28 G90 H0 C10 … |
|
M51 |
… T01 D01 M06 S1000 M03 G17 M51 G28 G90 H0 C10 … |
3.2 Codeverwaltung – C-Achsen-Code deaktivieren
|
Option |
Ergebnis |
|
„leer“ |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Codeverwaltung – Spanncode
|
Option |
Ergebnis |
|
„leer“ |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Codeverwaltung – Entspanncode
|
Option |
Ergebnis |
|
„leer“ |
… G0 Z20 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
3.5 Codeverwaltung – Axialen Interpolationsmodus verwenden
Wenn die Maschine keine TRANSMIT-Option hat, kann die Ausgabe zerlegt erfolgen.
Es wird keine Kreisinterpolation ausgegeben, Werkzeugversatz wird nicht verwendet.
|
Option |
Ergebnis |

|
Axiale Operation mit TRANSMIT ausgeben |

|
Axiale Operation zerlegt ausgeben |
3.6 Codeverwaltung – Axialen Interpolationscode aktivieren
Wenn das Feld leer ist, wird der standardmäßig verwendete Code TRANSMIT sein.
|
Option |
Ergebnis |
|
„leer“ |
… G01 Z-5 TRANSMIT … |
|
TRANSMIT(2) |
… G01 Z-5 TRANSMIT(2) … |
3.7 Codeverwaltung – Axialen Interpolationscode deaktivieren
Wenn das Feld leer ist, wird der standardmäßig verwendete Code TRAFOOF sein.
|
Option |
Ergebnis |
|
„leer“ |
… TRAFOOF G00 Z20 … |
|
TRAFOOF(2) |
… TRAFOOF(2) G00 Z20 … |
3.8 Codeverwaltung – Radialen Interpolationsmodus verwenden
Wenn die Maschine keine TRACYL-Option hat, kann die Ausgabe zerlegt erfolgen.
Es wird keine Kreisinterpolation ausgegeben, Werkzeugversatz wird nicht verwendet.
|
Option |
Ergebnis |

|
Axiale Operation mit G107 ausgeben |

|
Axiale Operation zerlegt ausgeben |
3.9 Codeverwaltung – Radialen Interpolationscode aktivieren
Wenn das Feld leer ist, wird der standardmäßig verwendete Code TRACYL(...) sein.
|
Option |
Ergebnis |
|
„leer“ |
… TRACYL(10.000) … |
|
TRACYL($D,1) |
… TRACYL(10.000,1) … |
3.10 Codeverwaltung – Radialen Interpolationscode deaktivieren
Wenn das Feld leer ist, wird der standardmäßig verwendete Code TRAFOOF sein.
|
Option |
Ergebnis |
|
„leer“ |
… TRAFOOF … |
|
TRAFOOF(2) |
… TRAFOOF(2) … |
3.11 Primäre Achsenoption – Verwaltung der primären Achse
|
Option |
Ergebnis |
|
Modulo |
… C0 … C359 C0 … |
|
Linear |
… C0 … C359 C360 … |
|
Inkrementell |
… C0 … C=IC(1) C=IC(1) … |
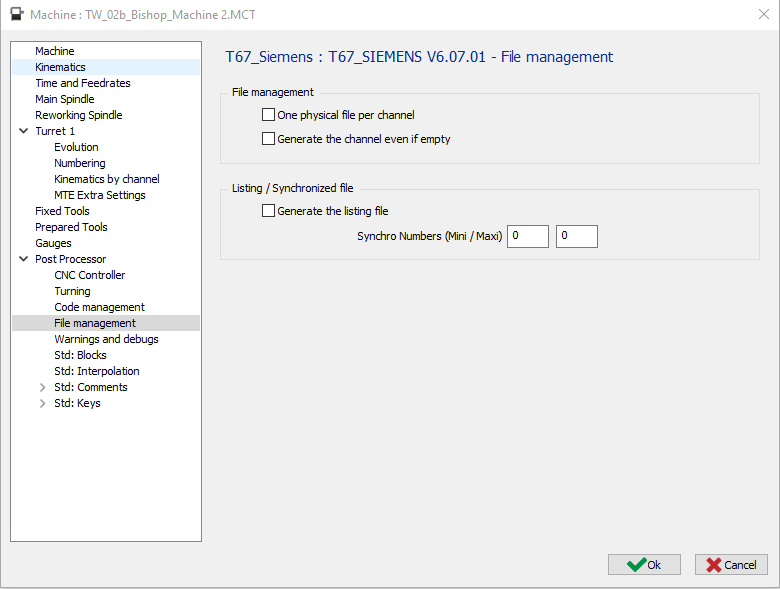
4 Dateiverwaltungsseite
|
4.1 Dateiverwaltung – Eine physische Datei pro Kanal
|
Option |
Datei 1 |
Datei 2 |
|
|
O1000 (PROGRAMM DES ERSTEN KANALS) … … M30
O1001 (PROGRAMM DES ZWEITEN KANALS) … … M30 |
|
|
|
O1000 (PROGRAMM DES ERSTEN KANALS) … … M30 |
O1001 (PROGRAMM DES ZWEITEN KANALS) … … M30 |
4.2 Dateiverwaltung – Kanal auch dann generieren, wenn er leer ist
|
Option |
Ergebnis |
|
|
Wenn ein Kanal leer ist, erfolgt keine Ausgabe des Programms. |
|
|
Wenn ein Kanal leer ist, wird das Programm ausgegeben (aber leer). (Nur O1001 und M30 werden ausgegeben) |
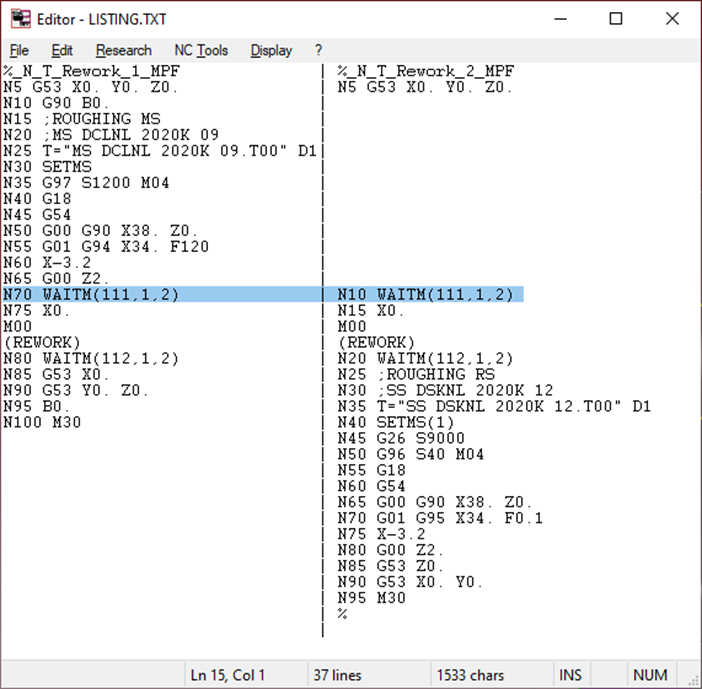
4.3 Liste / Synchronisierte Datei – Listendatei generieren
Sie müssen die Synchro-Nummer Mini & Maxi einstellen, um die Liste auszugeben.
|
Option |
Ergebnis |
|
|
Datei nicht generieren, um die Synchronisation zwischen den Kanälen zu sehen. |
|
|
Datei generieren, um die Synchronisation zwischen den Kanälen zu sehen. |
Die Datei mit dem Namen Listing.TXT wird generiert und angezeigt.
|
Liste / Synchronisierte Datei – Synchro-Nummern (Mini / Maxi)
Definieren Sie hier die Synchronisationsnummern (z. B. 500 – 540).
Der Postprozessor sucht nach den Synchronisationsnummern zwischen diesen Minimal- und Maximalwerten, um die Datei Listing.TXT zu generieren.
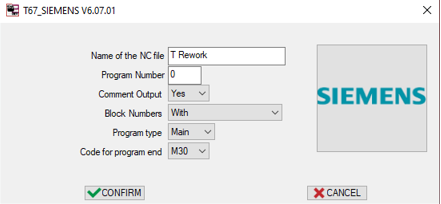
5 Startseite
|
5.1 Name der NC-Datei: Definieren Sie hier den Namen der generierten NC-Datei.
Die Erweiterung wird in der MCF-Konfiguration definiert.
5.2 Programmnummer: Wenn 0 definiert ist, wird die Programmnummer auf 1 gesetzt.
|
Option |
Ergebnis |
|
0 |
%MPF1 … |
|
“10” |
%MPF10 … |
|
“1234” |
%MPF1234 … |
5.3 Kommentar-Ausgabe
|
Option |
Ergebnis |
|
Nein |
… T01 D01 M06 … |
|
Ja |
… ;FACING ;CNMG 04 T01 D01 M06 … |
5.4 Blocknummern
|
Option |
Ergebnis |
|
Mit |
%MPF1 N5 T01 D01 M06 N10 G00 X10 Z20 N15 Z10 … … N50 T02 D02 M06 N55 G00 X20 Z20 N60 Z10 … |
|
Ohne |
%MPF1 T01 D01 M06 G00 X10 Z20 Z10 … … T02 D02 M06 G00 X20 Z20 Z10 … |
|
Nur Werkzeugwechsel |
%MPF1 N5 T01 D01 M06 G00 X10 Z20 Z10 … … N10 T02 D02 M06 G00 X20 Z20 Z10 … |
5.5 Programmtyp
|
Option |
Ergebnis |
|
Haupt |
% MPF1 … … M30 |
|
Unter |
% SPF1 … … M17 |
5.6 Code für Programmende:
|
Option |
Ergebnis |
|
M30 |
… M30 % |
|
M02 |
… M02 % |