Allgemeine Informationen
|
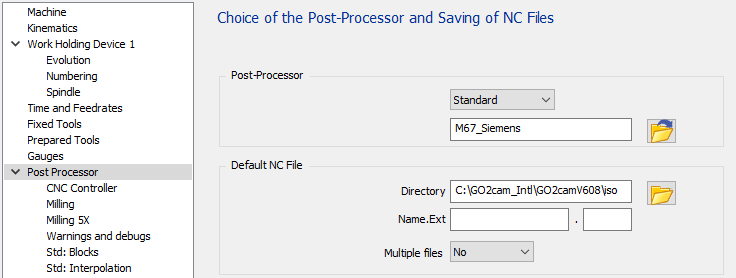
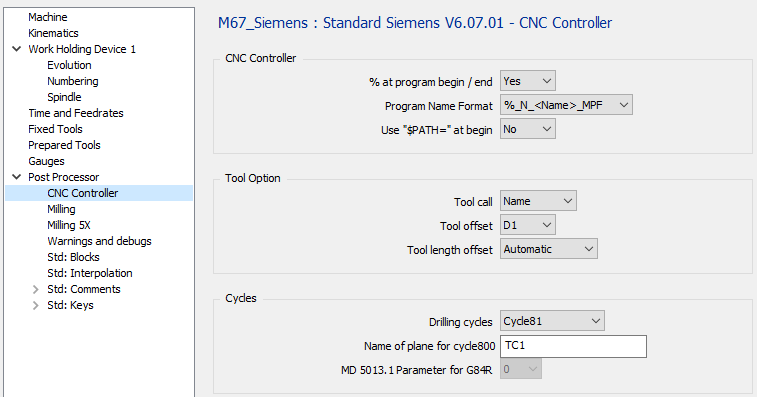
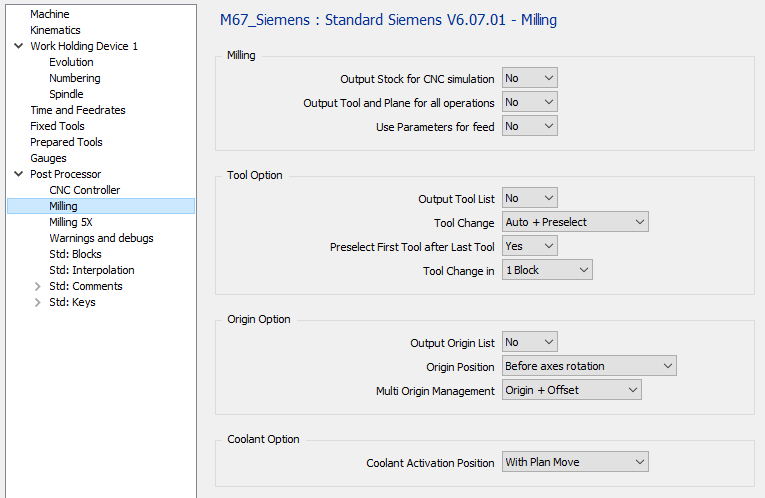
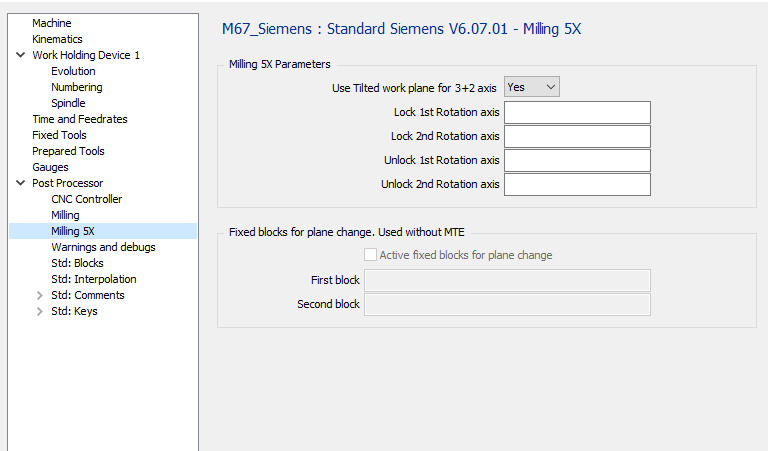
Der Standard hat drei Konfigurationsseiten zur Verwaltung aller verfügbaren Optionen. Die erste Seite „CNC Controller“ befasst sich mit CNC-Optionen. Die zweite Seite „Milling“ ermöglicht die Anpassung der Ausgabe für Fräsen, Werkzeuge, Kühlmittel und Nullpunkte. Die dritte Seite „Milling“ befasst sich mit 5-Achs-Parametern. |
|
1 CNC Controller Seite
|
1.1 CNC Controller - % am Programm Anfang / Ende
|
Option |
Ergebnis |
|
Nein |
N5 G00 G53 Z0 … … M30 |
|
Ja |
% N5 G0 G53 Z0 … … M30 % |
1.2 CNC Controller - Programmname Format
|
Option |
Ergebnis |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0… … … |
|
Ohne |
N5 G00 G53 Z0 … … |
1.3 CNC Controller – „$PATH=“ am Anfang verwenden
Diese Option ist nur verfügbar, wenn %_N_<name>_MPF verwendet wird
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Ja |
%_N_PROG_MPF ;$PATH=/_N_PART_DIR N5 G00 G53 Z0… … … |
1.4 Werkzeug Option – Werkzeugaufruf
|
Option |
Ergebnis |
|
Nummer |
… … T01 M06 … … |
|
Name |
… … T=”MILL_D10” M06 … … |
1.5 Werkzeug Option – Werkzeug Offset
|
Option |
Ergebnis |
|
D1 |
… … T01 D01 … … T02 D01 … … |
|
D |
… … T01 D01 … … T02 D02 … … |
1.6 Werkzeug Option – Werkzeuglängen Offset
|
Option |
Ergebnis |
|
Automatisch |
… … T01 D01 Z20 … … |
|
G43 H.. |
… … T01 G43 H01 Z20 … … |
1.7 Zyklen – Bohrzyklen
|
Option |
Ergebnis |
|
Cycle81 |
… MCALL CYCLE81(2,0,2,-10.412,) … MCALL … |
|
Fanuc-ähnlich |
… G81 G94 Z-10.412 R2. F606 … G80 … |
|
G81 R… |
… R2=0 R3=10.412 R10=2 G81 … G80 … |
1.8 Zyklen – Name der Ebene für CYCLE800
|
Option |
Ergebnis |
|
„TC1“ |
… CYCLE800(1,“ TC1 ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
|
„TABLE“ |
… CYCLE800(1,“ TABLE ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
1.9 Zyklen – MD 5013.1 Parameter für G84 R
Dies definiert, ob das G84 R mit oder ohne Encoder verwendet wird. Dies ist mit dem Maschinenparameter „MD 5013.1“ verknüpft. Dies ändert die Werte R6 und R7.
Funktioniert nur für nicht-starres Gewindebohren.
|
Option |
Ergebnis |
|
0 |
… R2=0 R3=6 R4=0 R6=4 R7=3 R9=0.8 R10=2 R11=0 G84 … G80 … |
|
1 |
… R2=0 R3=6 R4=0 R6=0 R9=0.8 R10=2 R11=0 G84 … G80 … |
2 Frässeite
|
2.1 Fräsen – Ausgabe Rohteil für CNC Simulation
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF … |
|
Ja |
%_N_PROG_MPF WORKPIECE(,””,,”BOX”,112,1-39,0,-42.5,-35,42.5,35) … |
2.2 Fräsen – Ausgabe Werkzeug und Ebene für alle Operationen
|
Option |
Ergebnis |
|
Nein |
;OP 1 MIT WERKZEUG 1 UND EBENE 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 MIT WERKZEUG 1 UND EBENE 1 … … |
|
Ja |
;OP 1 MIT WERKZEUG 1 UND EBENE 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 MIT WERKZEUG 1 UND EBENE 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … |
2.3 Fräsen – Parameter für Vorschub verwenden
|
Option |
Ergebnis |
|
Nein |
T01 D01 M06 G00 X.. Y.. Z.. Z-.. F160 G1 X.. Y.. F200 … … |
|
Ja |
R21 = 200 R22 = 160 T01 D01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F=R22 G01 X.. Y.. F=R21 … … |
2.4 Werkzeug Option – Werkzeugliste ausgeben
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF … … |
|
Ja |
%_N_PROG_MPF ;START WERKZEUGLISTE ;T01 END MILL D10 ;T02 DRILL D08 … ;ENDE WERKZEUGLISTE … … |
2.5 Werkzeug Option – Werkzeugwechsel
|
Option |
Ergebnis |
|
Manuell |
… ;END MILL D10 M0 … |
|
Automatisch |
… ;END MILL D10 T01 D01 M06 … |
|
Auto + Vorwahl |
… ;END MILL D10 T01 D01 M06 T02 … |
2.6 Werkzeug Option – Vorwahl des ersten Werkzeugs nach dem letzten Werkzeug
|
Option |
Ergebnis |
|
Nein |
;ERSTE OPERATION T01 D01 M06 T02 … … ;LETZTE OPERATION T05 D01 M06 … … M30 |
|
Ja |
;ERSTE OPERATION T01 M06 T02 … … ;LETZTE OPERATION T05 D01 M06 T01 … … M30 |
2.7 Werkzeug Option – Werkzeugwechsel in
|
Option |
Ergebnis |
|
1 Block |
… … T01 D01 M06 … … |
|
2 Blöcke |
… … T01 D01 M06 … … |
2.8 Nullpunkt Option – Nullpunktliste verwalten
|
Option |
Ergebnis |
|
Nein |
%_N_PROG_MPF … … |
|
Ja |
%_N_PROG_MPF ;START NULLPUNKTLISTE ;G54 ;G55 ;ENDE NULLPUNKTLISTE … … |
Nullpunkt Position
|
Option |
Ergebnis |
|
Nach Achsenrotation |
|
|
Vor Achsenrotation |
|
2.9 Nullpunkt Option – Multi-Nullpunktverwaltung
|
Option |
Ergebnis |
|
Nur Nullpunkt |
% O1000 … G54 … |
|
Nullpunkt + Offset |
% O1000 … G54 TRANS X10 Y20 Z10 … |
Ohne MTE :
Wenn die Option für jeden am Teil definierten Nullpunkt auf „Nur Nullpunkt“ gesetzt ist, geben wir einen anderen G-Code aus, G54, dann G55, G56 … Das bedeutet, Sie sind durch die Anzahl der von der CNC verwalteten Nullpunkte begrenzt. Wenn Sie mehr Nullpunkte haben können, müssen Sie die zweite Option „Nullpunkt + Offset“ verwenden.
Wenn die Option auf „Nullpunkt + Offset“ gesetzt ist, wird nur G54 ausgegeben und mit G52 versetzt.
Mit MTE :
Der Nullpunkt kann im Namen des Nullpunkts mit der folgenden Syntax „$G54_“ definiert werden. Das bedeutet, G54 wird im NC-Programm verwendet. Wenn kein dekodierter Name definiert ist, wird der Standard-Nullpunkt G54 ausgegeben.
Wenn Sie „Nullpunkt + Offset“ verwenden, müssen Sie nur einen Nullpunkt für alle Ihre Operationen verwenden, da alle Offsets vom Referenzebenen-Nullpunkt oder Einzelnullpunkt berechnet werden.
Sie können jeden Text nach dem Unterstrich hinzufügen, um Ihren Offset zu erkennen „$G54_Up“, „$G54_Right“, …
Mit 5-Achs-Maschine :
Der Nullpunkt-Offset wird mit der Kippebenenfunktion G68.1 ausgegeben, wenn diese zur Ausgabe bestimmt ist. Das bedeutet, es wird kein G52 ausgegeben.
2.10 Kühlmittel Option – Kühlmittel Aktivierungsposition
|
Option |
Ergebnis |
|
Mit Spindel |
… … T01 D01 M06 S800 M03 M08 G00 X.. Y.. Z… … … |
|
Mit Ebenenwechsel |
… … T01 D01 M06 S800 M3 G00 X.. Y.. M8 Z.. … … |
|
Mit Eintauchbewegung |
… … T01 D01 M06 S800 M03 G00 X.. Y.. Z.. M08 … … |
3 5X Fräsen
|
3.1 5X Fräsen Parameter – Gekippte Arbeitsebene für 3+2 Achsen verwenden
|
Option |
Ergebnis |
|
Nein |
… … T01 D01 M06 C180 A-90 … … |
|
Ja |
… … T01 D01 M06 CYCLE800(1,“TC1 »,0,39,0,0,0,180,-90,0,0,0,0-1) … … |
3.2 5X Fräsen Parameter – Sperren 1 st Rotationsachse
|
Option |
Ergebnis |
|
leer |
… … C180 … … |
|
„M10“ |
… … C180 M10 … … |
3.3 5X Fräsen Parameter – Sperren 2 nd Rotationsachse
|
Option |
Ergebnis |
|
leer |
… … B-90 … … |
|
„M12“ |
… … B-90 M12 … … |
3.4 5X Fräsen Parameter – Entsperren 1 st Rotationsachse
|
Option |
Ergebnis |
|
leer |
… … C180 … … |
|
„M11“ |
… … M11 C180 … … |
3.5 5X Fräsen Parameter – Entsperren 2 nd Rotationsachse
|
Option |
Ergebnis |
|
leer |
… … B-90 … … |
|
„M13“ |
… … M13 B-90 … … |
3.6 Feste Blöcke für Ebenenwechsel - Aktive feste Blöcke für Ebenenwechsel
Diese Option wird nur verwendet, wenn in der Maschinenkonfiguration keine Kinematik definiert ist.
|
Option |
Ergebnis |
|
aktivieren |
Die definierten festen Blöcke werden ausgegeben, wenn ein Ebenenwechsel stattfindet |
|
deaktivieren |
Es wird kein Block ausgegeben, wenn ein Ebenenwechsel stattfindet. |
3.7 Feste Blöcke für Ebenenwechsel - Erste und zweite
|
Option |
Ergebnis |
|
Leer |
… … |
|
„G0 Z100“ |
… … G00 Z100 … … |
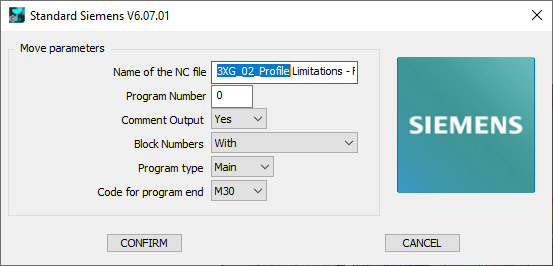
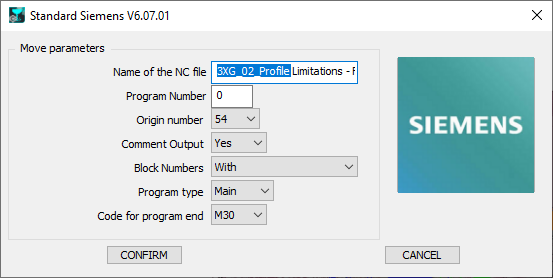
4 Startseite
|
Mit definierter Maschinenkinematik |
Ohne definierte Maschinenkinematik |
|
|
4.1 Name der NC-Datei
Definieren Sie hier den Namen der generierten NC-Datei. Die Erweiterung muss in der MCF-Konfiguration definiert werden.
4.2 Programm-Nummer
Wenn 0 definiert ist, wird die Programm-Nummer auf 1 gesetzt.
|
Option |
Ergebnis |
|
0 |
%MPF1 … … |
|
“10” |
%MPF10 … … |
|
“1234” |
%MPF1234 … … |
4.3 Nullpunkt-Nummer
Dieser Parameter wird nur verwendet, wenn die Kinematik nicht in der Maschinendatei definiert ist. Der Parameter definiert den ersten Nullpunkt, der im NC-Programm verwendet wird.
Wenn der zu behandelnde Parameter Multi-Nullpunkt auf „Nur Nullpunkt“ gesetzt ist, wird die Nullpunktnummer bei jeder Ebenenänderung inkrementiert.
|
Option |
Ergebnis |
|
54 |
%MPF1 T01 M06 G54 … |
|
55 |
%MPF1 T01 M06 G55 … |
4.4 Kommentar Ausgabe
|
Option |
Ergebnis |
|
Nein |
… … T01 D01 M06 … … |
|
Ja |
… … ;FACING ;END MILL D12 T01 D01 M06 … … |
4.5 Block-Nummern
|
Option |
Ergebnis |
|
Mit |
… N5 T01 D01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … … N50 T02 D01 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … … |
|
Ohne |
… T01 D01 M06 G0 X.. Y.. G43 Z.. H1 … … T02 D02 M06 G00 X.. Y.. G43 Z.. H2 … … |
|
Nur Werkzeugwechsel |
… N5 T01 D01 M06 G00 X.. Y.. G43 Z.. H1 … … N10 T02 D01 M06 G00 X.. Y.. G43 Z.. H2 … … |
4.6 Programm Typ :
|
Option |
Ergebnis |
|
Haupt |
%MPF1 … … M30 |
|
Unter |
%SPF1 … … M17 |
4.7 Code für Programmende
|
Option |
Ergebnis |
|
M30 |
… … M30 |
|
M02 |
… … M02 |