|
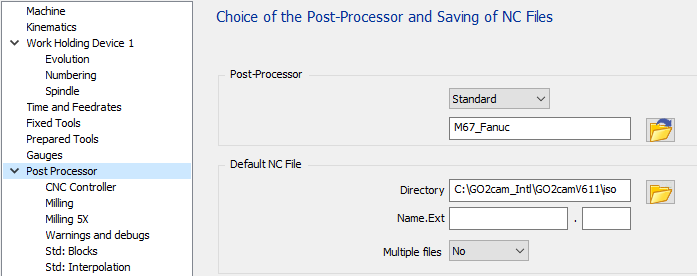
Der Standard hat drei Konfigurationsseiten zur Verwaltung aller verfügbaren Optionen: Die erste Seite „CNC Controller“ befasst sich mit CNC-Optionen. Die zweite Seite „Milling“ ermöglicht die Anpassung der Ausgabe für Fräsen, Werkzeuge, Kühlmittel und Nullpunkte. Die dritte Seite „Milling“ befasst sich mit 5-Achs-Parametern. |
|
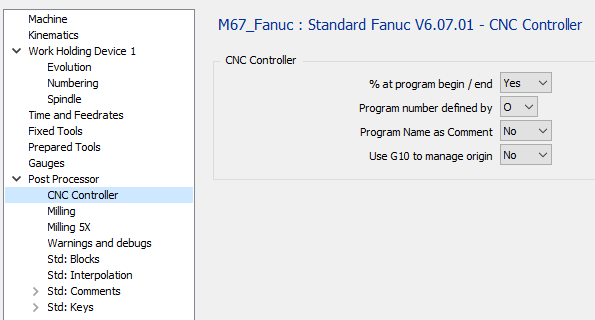
CNC Controller Seite
CNC Controller Bereich
|
% am Programm Anfang/Ende
|
Option |
Ergebnis |
|
Nein |
O1000 … M30 |
|
Ja |
% O1000 … M30 % |
Programm Nummer definiert durch
|
Option |
Ergebnis |
|
O |
% O 1000 … M30 % |
|
: |
% : 1000 … M30 % |
Programm Name als Kommentar
|
Option |
Ergebnis |
|
Nein |
% O1000 … M30 % |
|
Ja |
% O1000 (PART NAME) … M30 % |
G10 zur Verwaltung von Nullpunkten verwenden
|
Option |
Ergebnis |
|
Nein |
% O1000 … M30 % |
|
Ja |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … M30 % |
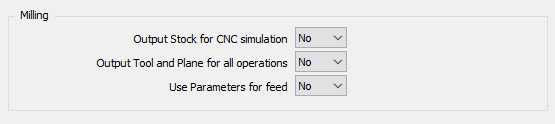
Frässeite
Fräsbereich
|
Ausgabe Rohteil für CNC Simulation
|
Option |
Ergebnis |
|
Nein |
% O1000 … |
|
Ja |
% O1000 G1902 B26.0 D26.0 H10.0 I13.0 J13.0 … |
Ausgabe Werkzeug und Ebene für alle Operationen
|
Option |
Ergebnis |
|
Nein |
(OP 1 MIT WERKZEUG 1 UND EBENE 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … (OP 2 MIT WERKZEUG 1 UND EBENE 1) … |
|
Ja |
(OP 1 MIT WERKZEUG 1 UND EBENE 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … (OP 2 MIT WERKZEUG 1 UND EBENE 1) T01 M06 G68.2 P1 X.. Y.. Z.. I.. K.. … |
Parameter für Vorschub verwenden
|
Option |
Ergebnis |
|
Nein |
T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
Ja |
#1 = 200 #2 = 160 T1 M6 G00 X.. Y.. G43 H1 Z.. Z-.. F#2 G01 X.. Y.. F#1 … |
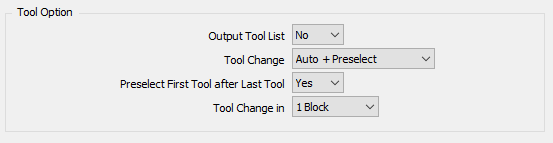
Werkzeug Optionsbereich
|
Werkzeugliste ausgeben
|
Option |
Ergebnis |
|
Nein |
% O1000 … |
|
Ja |
% O1000 (START WERKZEUGLISTE) (T01 FRÄSER D10) (T02 BOHRER D08) … (ENDE WERKZEUGLISTE) … |
Werkzeugwechsel
|
Option |
Ergebnis |
|
Manuell |
… M00 … |
|
Automatisch |
… T01 M06 … |
|
Auto + Vorwahl |
… T01 M06 T02 … |
Vorwahl des ersten Werkzeugs nach dem letzten Werkzeug
|
Option |
Ergebnis |
|
Nein |
(ERSTE OPERATION) T01 M06 T02 … (LETZTE OPERATION) T05 M06 … M30 |
|
Ja |
(ERSTE OPERATION) T01 M06 T02 … (LETZTE OPERATION) T05 M06 T01 … M30 |
Werkzeugwechsel in
|
Option |
Ergebnis |
|
1 Block |
… T01 M06 … |
|
2 Blöcke |
… T05 M06 … |
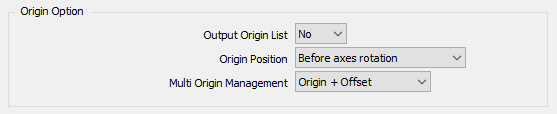
Nullpunkt Optionsbereich
|
Nullpunktliste ausgeben
|
Option |
Ergebnis |
|
Nein |
% O1000 … |
|
Ja |
% O1000 (START NULLPUNKT LISTE) (G54) (G55) (ENDE NULLPUNKT LISTE) … |
Nullpunkt Position
|
Option |
Ergebnis |
|
Nach Achsenrotation |
G68.2 P1 X0. Y0. Z0. J0. K0. … G54 |
|
Vor Achsenrotation |
G54 … G68.2 P1 X0. Y0. Z0. J0. K0. |
Multi-Nullpunkt Verwaltung
|
Option |
Ergebnis |
|
Nur Nullpunkt |
% O1000 … G54 … |
|
Nullpunkt + Offset |
% O1000 … G54 G52 X10 Y20 Z10 … |
Ohne MTE :
Wenn die Option „Nur Nullpunkt“ für jeden am Teil definierten Nullpunkt eingestellt ist, geben wir einen anderen G-Code aus, G54, dann G55, G56 … Das bedeutet, Sie sind durch die Anzahl der von der CNC verwalteten Nullpunkte begrenzt. Wenn Sie mehr Nullpunkte haben können, müssen Sie die zweite Option „Nullpunkt + Offset“ verwenden.
Wenn die Option „Nullpunkt + Offset“ eingestellt ist, wird nur G54 ausgegeben und mit G158 versetzt.
Mit MTE :
Der Nullpunkt kann im Namen des Nullpunkts mit der folgenden Syntax „$G54_“ definiert werden. Das bedeutet, G54 wird im NC-Programm ausgegeben. Wenn kein dekodierter Name definiert ist, wird der Standard-Nullpunkt G54 ausgegeben.
Wenn Sie „Nullpunkt + Offset“ verwenden, müssen Sie nur einen Nullpunkt für alle Ihre Operationen verwenden, da alle Offsets von der Referenzebene oder dem einzelnen Nullpunkt berechnet werden.
Sie können nach dem Unterstrich beliebigen Text hinzufügen, um Ihren Offset zu erkennen „$G54_Up“, „$G54_Right“, …
Mit 5-Achs-Maschine :
Der Nullpunkt-Offset wird mit der Kippebenenfunktion G68.1 ausgegeben, wenn er zur Ausgabe eingestellt ist. Das bedeutet, es wird kein G52 ausgegeben.
Kühlmittel Optionsbereich

|
Kühlmittel Aktivierungsposition
|
Option |
Ergebnis |
|
Mit Spindel |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
Mit Ebenenbewegung |
… T01 M06 S8000 M03 G00 X.. Y.. M08 G43 H1 Z.. … |
|
Mit Eintauchbewegung |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
Fräsen 5X Seite
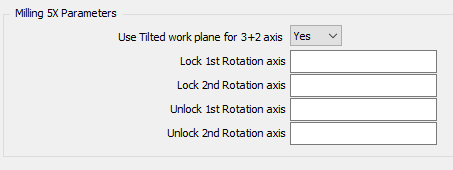
Fräsen 5X Parameter
|
Kippbare Arbeitsebene für 3+2 Achsen verwenden
|
Option |
Ergebnis |
|
Nein |
… T01 M06 C180 B-90 … |
|
Ja |
… T01 M06 G69 G49 G68.2 P1 X.. Y.. Z.. I-90 K180 G53.1 … |
Rotationsachse
|
Option |
Ergebnis |
Option |
Ergebnis |
|
Sperre 1 1. Rotationsachse |
Sperre 2 2. Rotationsachse |
||
|
leer |
… C180 … |
leer |
… B-90 … |
|
„M10“ |
… C180 M10 … |
„M12“ |
… B-90 M12 … |
|
Entsperren 1 1. Rotationsachse |
Entsperren 2 2. Rotationsachse |
||
|
leer |
… C180 … |
leer |
… B-90 … |
|
„M11“ |
… M11 C180 … |
„M13“ |
… M13 B-90 … |
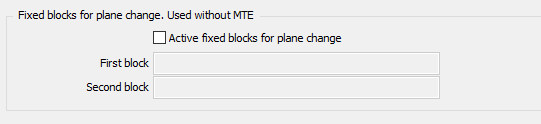
Feste Blöcke für Ebenenwechsel (Verwendet ohne MTE)
|
Aktive feste Blöcke für Ebenenwechsel
Diese Option wird nur verwendet, wenn in der Maschinenkonfiguration keine Kinematik definiert ist.
|
Option |
Ergebnis |
|
aktivieren |
Die definierten festen Blöcke werden ausgegeben, wenn ein Ebenenwechsel stattfindet |
|
deaktivieren |
Die Standardblöcke werden ausgegeben, wenn ein Ebenenwechsel stattfindet. G00 G91 G28 Z0 |
Erster und Zweiter Block
Um die Standardausgabe zu vermeiden, aktivieren Sie die Option für feste Blöcke und lassen Sie die Felder für den ersten und zweiten Block leer.
|
Option |
Ergebnis |
|
Leer |
… … |
|
„G00 Z100“ |
… G00 Z100 … |
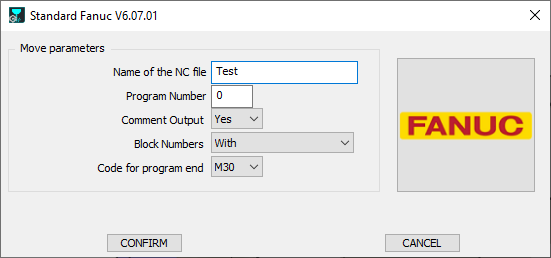
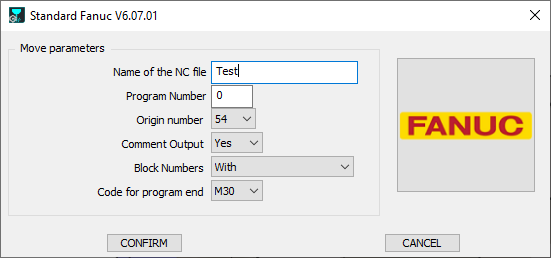
Startseite
|
Mit definierter Maschinenkinematik |
Ohne definierte Maschinenkinematik |
|
|
Name der NC-Datei
Definieren Sie hier den Namen der generierten NC-Datei. Die Erweiterung muss in der MCF-Konfiguration definiert sein.
Programm Nummer
Wenn 0 definiert ist, wird der Programmname auf 1 gesetzt.
|
Option |
Ergebnis |
|
0 |
% O1 … |
|
“10” |
% O10 … |
|
“1234” |
% O1234 … |
Nullpunkt Nummer
Dieser Parameter wird nur verwendet, wenn keine Kinematik in der Maschinendatei definiert ist. Der Parameter definiert den ersten Nullpunkt, der im NC-Programm verwendet wird.
Wenn der Parameter zur Behandlung von mehreren Nullpunkten auf „Nur Nullpunkt“ gesetzt ist, wird die Nullpunktnummer bei jedem Ebenenwechsel inkrementiert.
|
Option |
Ergebnis bis 8055 |
|
54 |
% O10 T01 M06 G54 … |
|
55 |
% O10 T01 M06 G55 … |
Kommentarausgabe
|
Option |
Ergebnis |
|
Nein |
… T1 M6 … |
|
Ja |
… (PLANEN) (FRÄSER D12) T01 M06 … |
Block Nummern
|
Option |
Ergebnis |
|
Mit |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
Ohne |
O1000 T01 M06 G0 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
Nur Werkzeugwechsel |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
Code für Programmende
|
Option |
Ergebnis |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |