|
|
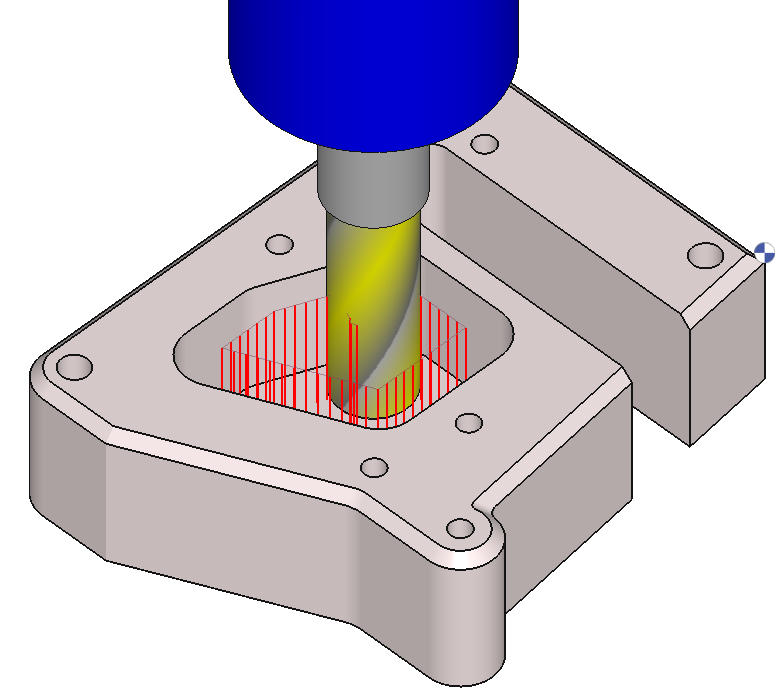
專用於挖槽粗加工的插銑循環。插銑操作快速且具生產力,因為 Z 向插銑沒有彎曲,且機器振動更少。 |
重點
|
|
|
回退進給率 插銑後,刀具在可行的地方於 XY 方向退刀,然後在 Z 方向快速抬升。如果 XY 方向無法清除,刀具將直接在 Z 方向以受控進給率退刀,以防止刀具斷裂。 透過以下方式設定此速度 回退進給率 在移動標籤頁中。大於 0 的值使用該確切進給率;0 值則回退至插銑進給率。 |
|

策略參數
|
對話框區域 |
參數 |
|
|
插銑挖槽 |
進給速度減少係數 |
|
|
退刀高度 |
||
|
|
||
|
間距計算 |
||
|
預留量 |
||
|
過切 |
||
|
Z 向插銑 |
||
移動參數
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
固定切削線速 |
|
每刃進給 |
主軸方向 |
|
|
層級 |
主軸轉速 |
|
|
進給 |
回退進給率 |
|
|
退刀進給率 |
轉速範圍碼 |
|
|
刀具編號 |
特定編號 |
|
|
長度補償號 |
|
|
|
使用者欄位 |
註釋 |
控制器設備 |
|
銑床設定 |
|
|
