|
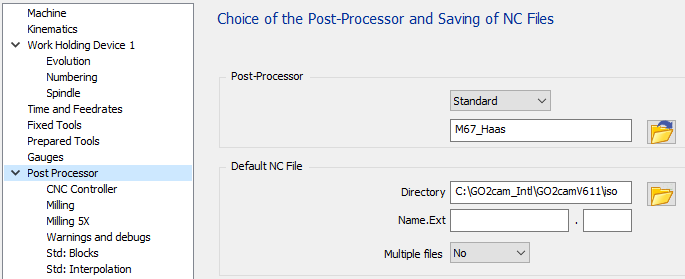
標準設定包含三個組態頁面來管理所有可用的選項: 第一個頁面“CNC Controller”是關於 CNC 選項。 第二個頁面“Milling”允許為銑削、刀具、冷卻液和原點調整輸出。 第三個頁面“Milling”是關於 5 軸參數。 |
|
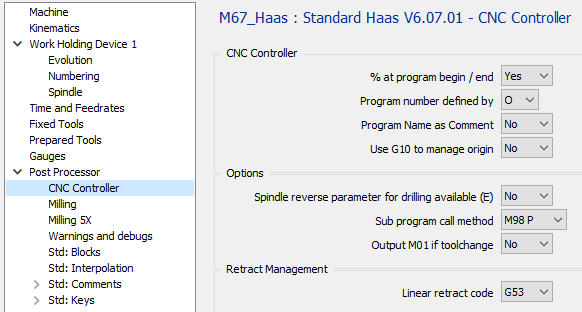
CNC Controller 頁面
CNC Controller 區塊
|
程式開始/結束時的百分比
|
選項 |
結果 |
|
否 |
O1000 … M30 |
|
是 |
% O1000 … M30 % |
程式號碼定義方式
|
選項 |
結果 |
|
O |
% O 1000 … M30 % |
|
: |
% : 1000 … M30 % |
程式名稱作為註解
|
選項 |
結果 |
|
否 |
% O1000 … M30 % |
|
是 |
% O1000 (PART NAME) … M30 % |
使用 G10 管理原點
|
選項 |
結果 |
|
否 |
% O1000 … M30 % |
|
是 |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … M30 % |
選項區塊
鑽孔時主軸反轉參數可用 (E)
自 V6.08 起新增。
定義機台是否能為鑽孔循環使用 E 參數。此參數將反轉主軸方向以從孔底退刀。值為主軸轉速。後處理器將使用相同速度進行鑽孔。
此參數僅可用於 G81、G82 和 G83。
如果無法使用 E 參數,輸出將被分解。
|
選項 |
結果 |
|
否 |
S1000 M03 G0 X10 Y10 G0 Z2 G1 Z-10 F500 M04 Z2 |
|
是 |
S1000 M03 G00 X10 Y10 G00 Z2 G81 X10 Y10 Z-10 E1000 F500 G80 |
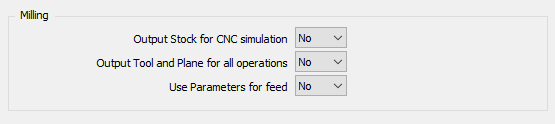
Milling 頁面
Milling 區塊
|
為 CNC 模擬輸出素材
Haas 機台沒有輸出。
|
選項 |
結果 |
|
否 |
% O1000 … |
|
是 |
% O1000 … |
為所有操作輸出刀具和平面
|
選項 |
結果 |
|
否 |
(OP 1 WITH TOOL 1 AND PLANE 1) T1 M6 G52 X0 Y0 Z0 B90 C0 G254 … (OP 2 WITH TOOL 1 AND PLANE 1) … |
|
是 |
(OP 1 WITH TOOL 1 AND PLANE 1) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … (OP 2 WITH TOOL 1 AND PLANE 1) T01 M06 G52 X0 Y0 Z0 B90 C0 G254 … |
使用參數設定進給
|
選項 |
結果 |
|
否 |
T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G01 X.. Y.. F200 … |
|
是 |
#1 = 200 #2 = 160 T01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F#2 G01 X.. Y.. F#1 … |
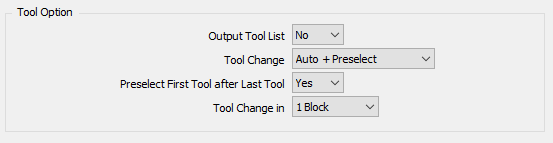
刀具選項區塊
|
輸出刀具列表
|
選項 |
結果 |
|
否 |
% O1000 … |
|
是 |
% O1000 (START TOOL LIST) (T01 END MILL D10) (T02 DRILL D08) … (END TOOL LIST) … |
換刀
|
選項 |
結果 |
|
手動 |
… M00 … |
|
自動 |
… T01 M06 … |
|
自動 + 預選 |
… T01 M06 T02 … |
預選最後一把刀之後的第一把刀
|
選項 |
結果 |
|
否 |
(FIRST OPERATION) T01 M06 T02 … (LAST OPERATION) T05 M06 … M30 |
|
是 |
(FIRST OPERATION) T01 M06 T02 … (LAST OPERATION) T05 M06 T01 … M30 |
換刀於
|
選項 |
結果 |
|
1 個區塊 |
… T01 M06 … |
|
2 個區塊 |
… T05 M06 … |
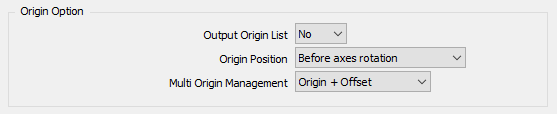
原點選項區塊
|
輸出原點列表
|
選項 |
結果 |
|
否 |
% O1000 … |
|
是 |
% O1000 (START ORIGIN LIST) (G54) (G55) (END ORIGIN LIST) … |
原點位置
|
選項 |
結果 |
|
軸旋轉後 |
B0.C0. … G54 G52 X0. Y0. Z0 |
|
軸旋轉前 |
G54 G52 X0.Y0.Z0 …. B0.C0.E
|
多原點管理
|
選項 |
結果 |
|
僅原點 |
% O1000 … G54 … |
|
原點 + 偏移 |
% O1000 … G54 G52 X10 Y20 Z10 … |
無 MTE 時:
如果選項設為“僅原點”,則零件上的每個原點都將輸出不同的 G 代碼,G54,然後是 G55、G56… 這意味著您受限於 CNC 管理的原點數量。如果您需要更多原點,必須使用第二個選項“原點 + 偏移”。
如果選項設為“原點 + 偏移”,則僅輸出 G54 並使用 G52 進行偏移。
有 MTE 時:
原點可以在原點名稱中使用以下語法定義:“$G54_”。這意味著 G54 將在 NC 程式中使用。如果沒有定義解碼名稱,則輸出預設原點 G54。
如果您使用“原點 + 偏移”,則所有操作必須只使用一個原點,因為所有偏移都是從參考平面原點或單一原點計算的。
您可以在底線後添加任何文字來識別您的偏移量:“$G54_Up”、“$G54_Right”、…
冷卻選項區塊

|
冷卻啟動位置
|
選項 |
結果 |
|
隨主軸 |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
隨平面移動 |
… T01 M06 S8000 M3 G00 X.. Y.. M08 G43 H1 Z.. … |
|
隨下刀移動 |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
Milling 5X 頁面
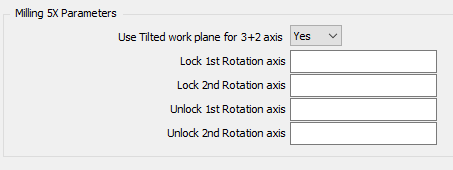
Milling 5X 參數
|
為 3+2 軸使用傾斜工作平面
|
選項 |
結果 |
|
否 |
… T01 M06 C180 B-90 … |
|
是 |
… … T01 M06 C180 B-90 G254 … … |
旋轉軸
|
選項 |
結果 |
選項 |
結果 |
|
鎖定 1 st 旋轉軸 |
鎖定 2 nd 旋轉軸 |
||
|
空白 |
… C180 … |
空白 |
… B-90 … |
|
“M10” |
… C180 M10 … |
“M12” |
… B-90 M12 … |
|
解鎖 1 st 旋轉軸 |
解鎖 2 nd 旋轉軸 |
||
|
空白 |
… C180 … |
空白 |
… B-90 … |
|
“M11” |
… M11 C180 … |
“M13” |
… M13 B-90 … |
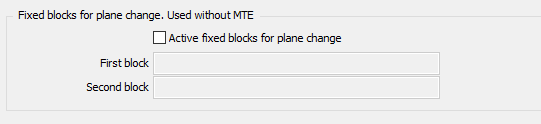
用於平面變換的固定區塊 (無 MTE 時使用)
|
啟用固定區塊進行平面變換
此選項僅在機器組態中未定義運動學時使用。
|
選項 |
結果 |
|
勾選 |
定義的固定區塊將在平面變換時輸出 |
|
取消勾選 |
平面變換時將輸出標準區塊。 G0 G91 G28 Z0 |
第一個和第二個區塊
為避免標準輸出,請勾選選項以啟用固定區塊,並將第一個和第二個區塊欄位留空。
|
選項 |
結果 |
|
空白 |
… … |
|
“G00 Z100” |
… G00 Z100 … |
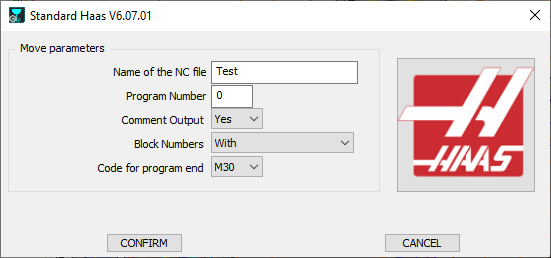
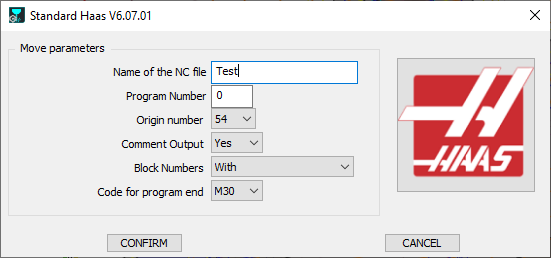
啟動頁面
|
定義了機器運動學 |
未定義機器運動學 |
|
|
NC 檔案名稱
在此定義生成的 NC 檔案名稱。副檔名必須在 MCF 組態中定義。
程式號碼
如果定義為 0,則程式名稱將設為 1。
|
選項 |
結果 |
|
0 |
% O1 … |
|
“10” |
% O10 … |
|
“1234” |
% O1234 … |
註解輸出
|
選項 |
結果 |
|
否 |
… T01 M06 … |
|
是 |
… (FACING) (END MILL D12) T01 M06 … |
原點號碼
此參數僅在機器檔案中未定義運動學時使用。該參數定義 NC 程式中使用的第一個原點。
如果處理多原點的參數設為“僅原點”,則在平面變換時原點號碼會遞增。
|
選項 |
結果直到 8055 |
|
54 |
% O10 T01 M06 G54 … |
|
55 |
% O10 T01 M06 G55 … |
註解輸出
|
選項 |
結果 |
|
否 |
… T01 M06 … |
|
是 |
… (FACING) (END MILL D12) T01 M06 … |
區塊號碼
|
選項 |
結果 |
|
有 |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
無 |
O1000 T01 M06 G00 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
僅換刀 |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
程式結束代碼
|
選項 |
結果 |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |