通用计算流程
|
||
|
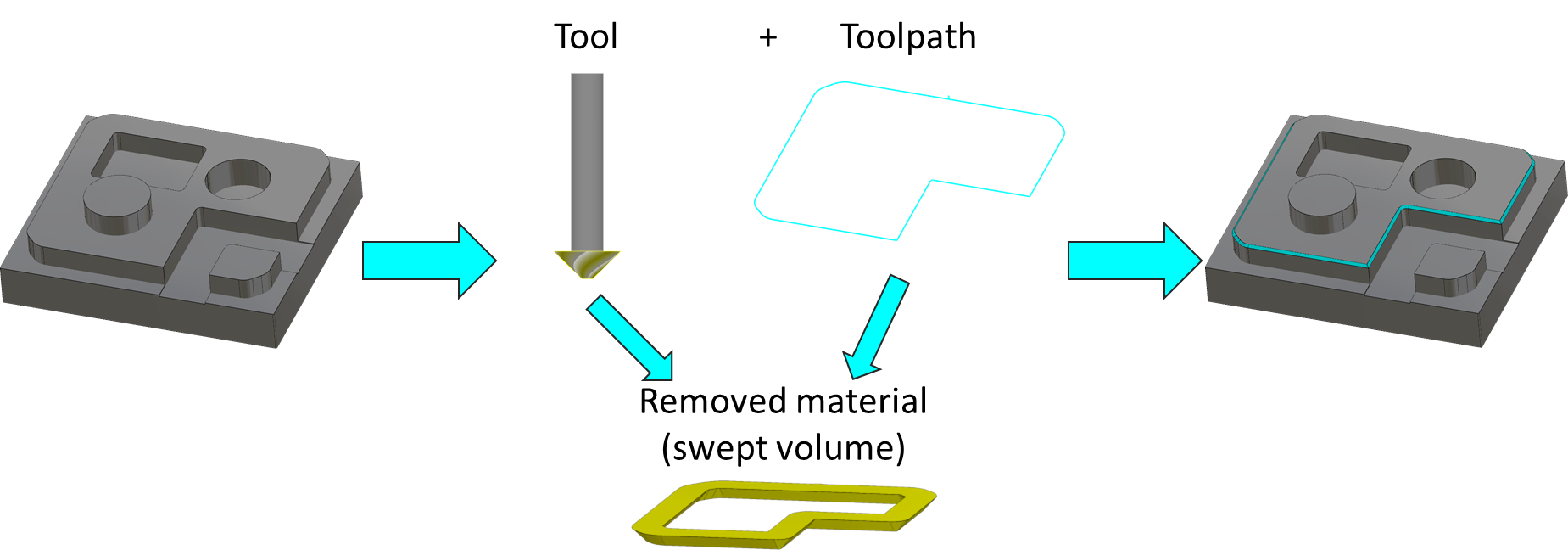
初始毛坯 软件在应用某个循环之前会考虑毛坯的状态。 |
循环 在应用某个循环时,刀具几何和生成的刀具路径会一起被考虑。刀具沿刀具路径扫过的体积会被生成,这就是需要从毛坯中去除的材料。 |
最终毛坯 执行布尔运算,从初始毛坯中去除扫过的体积,生成最终毛坯。 |
|
这个过程会为每个刀具路径重复执行,对于复杂的拓扑曲面,可能需要更多的处理能力。 1次刀具移动生成1行NC代码,产生1个扫掠体积对象,进行1次布尔运算。 这就是为什么对于实体Brep模型(Parasolid),在形状铣削操作中,视觉毛坯计算默认关闭,否则计算所有刀具路径的计算时间会很长,有时甚至会计算失败。 快速毛坯计算可以通过在网格模型上进行操作来更快地计算毛坯,但这会牺牲计算毛坯的精度。 |
||
Brep和网格模型的优缺点如下:
|
|
实体(Brep)建模 |
网格建模 |
|
优点 |
|
|
|
缺点 |
|
|
在加工过程的任何时刻,即使刀具路径已创建, 毛坯的形状可以被修改 在加工树中,所有已计算的刀具路径都会 自动更新 .
计算选项
在铣削、车削、瑞士加工和线切割中,用户可以在3个不同级别控制毛坯计算的状态(实体或网格)。下表总结了3个级别下引擎的一般行为:
-
原始毛坯定义。
-
毛坯管理方法
-
单个循环计算模式
|
原始毛坯 |
实体 (立方体、圆柱体、导入的Brep文件) |
网格 (导入的STL文件/设计) |
||
|
毛坯管理方法 |
实体毛坯 |
快速毛坯 |
实体毛坯 |
快速毛坯 |
|
循环1 通用模式 |
实体 |
网格 |
不适用 |
网格 |
|
循环2 通用模式 |
实体 |
网格 |
不适用 |
网格 |
|
循环3 强制快速模式 |
网格 |
网格 |
不适用 |
网格 |
|
循环4 通用模式 |
网格 |
网格 |
不适用 |
网格 |
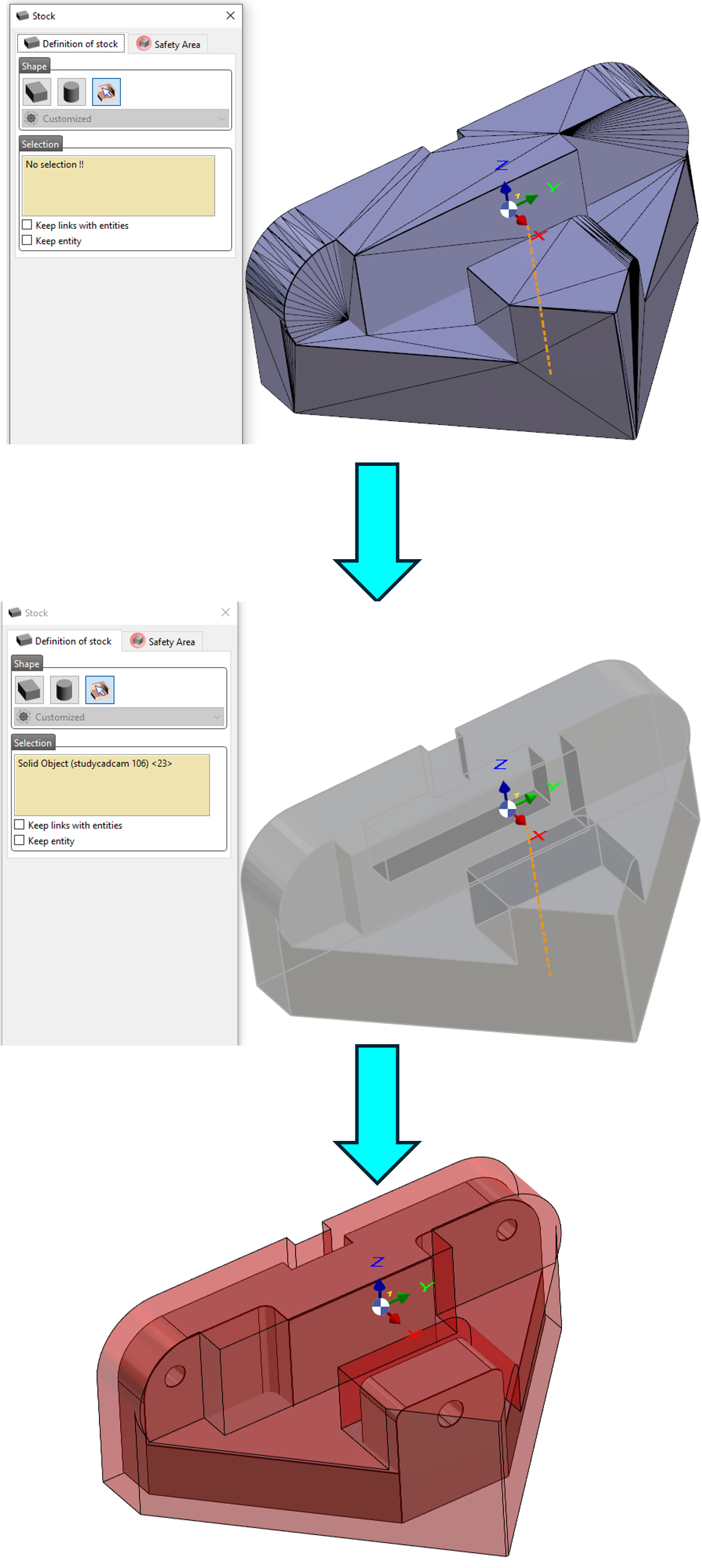
毛坯转换实体到基于网格(快速)毛坯的转换将在下面讨论: |
|
目的:
先决条件:
步骤:
预期行为:
更高的镶嵌精度可以提高准确性,但会增加计算时间。 |
|
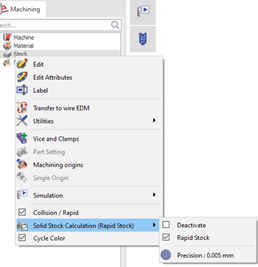
目的:
先决条件:
步骤:
所有加工循环的计算将立即切换到快速毛坯,无论其特定的计算模式设置如何。 此方法的一个关键优势是能够在需要时恢复到实体毛坯。 |
在铣削、车削、瑞士加工和线切割中, 通用毛坯计算通常设置为开启(实体毛坯) 默认情况下。对于3轴铣削和同步铣削,该选项默认为禁用。 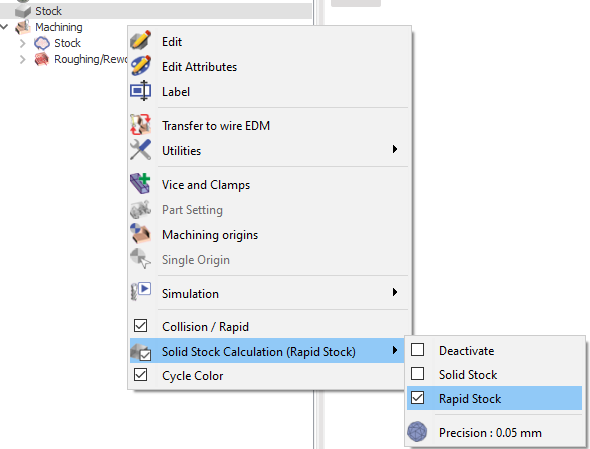
|
目的: 复杂零件通常混合了2/2.5轴加工循环和形状铣削循环。在这种情况下,倾向于将较简单的循环计算为实体毛坯,因为使用快速毛坯节省的时间可以忽略不计。因此,用户可以逐个操作定义毛坯计算模式。 先决条件:
步骤:
|


|
|
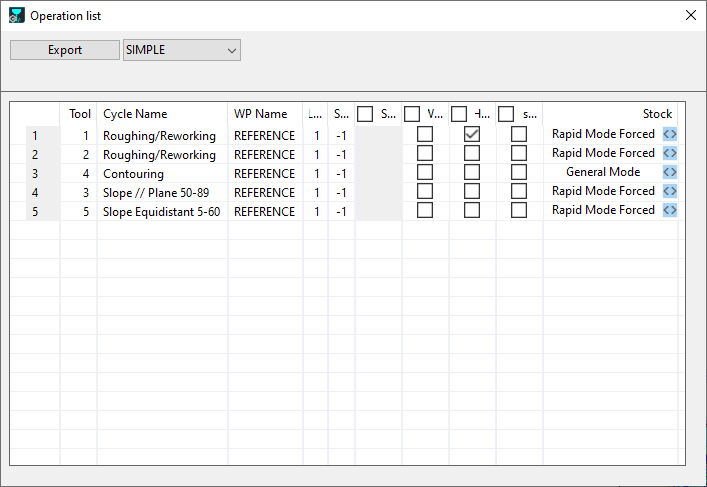
用户还可以通过访问操作列表(在加工树中右键单击加工)快速更改每个循环的毛坯计算模式。他们可以在毛坯列中快速切换每个循环的计算状态。 |
|
|
观看右侧视频演示3种毛坯转换模式。 |
|

在复合加工中的行为
|
车削零件的复杂性远低于铣削操作。 在GO2cam中,车削有两种毛坯管理:2D毛坯和3D毛坯。 对于复合加工零件的铣削操作,仅使用3D毛坯管理引擎。 |
2D毛坯 
|
3D毛坯 
|
对于车削操作,去除的材料以2D方式计算,并从2D毛坯中减去。 由于计算的简单性,使用2D材料去除形状通过旋转创建3D体积,然后从3D毛坯中减去。 车削操作在实际毛坯上进行计算,这意味着所有操作都考虑了先前操作去除的材料,并基于此生成优化的刀具路径。下面将提供更多详细信息。 |
2D去除材料 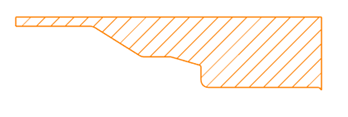
2D毛坯 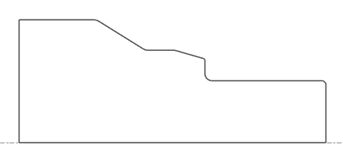
|
3D去除材料 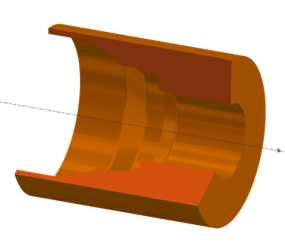
3D毛坯 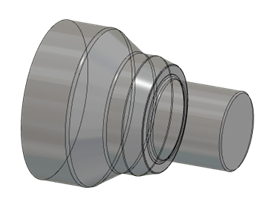
|
|
对于车削循环,不需要快速毛坯计算,因为引擎已经以快速速率管理实际毛坯材料的去除。因此,车削操作的每个循环的毛坯管理选项不可用。 对于应用于轴平面的铣削循环,每个循环的毛坯管理选项仍然可用,并且计算完全在3D毛坯上进行。 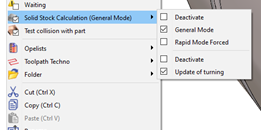
|
铣削循环 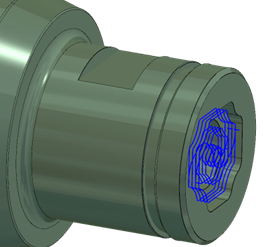
|
3D去除材料 
3D毛坯 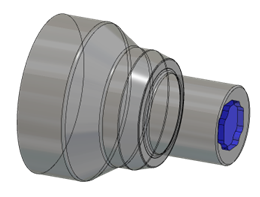
|
剩余材料
|
在铣削和线切割中,毛坯是加工刀具路径的计算结果。在任何步骤中都不考虑剩余材料。例如,您可以对同一个型腔操作编程两次:刀具路径将完全相同。第二个型腔不知道第一个类似的操作已经完成。 |
||
|
3轴铣削是一个特殊情况:除粗铣/重铣和millyuGO外,所有操作都不管理剩余材料。毛坯管理是3轴铣削专用的,请阅读专用页面: 3轴铣削的毛坯计算 |
||
|
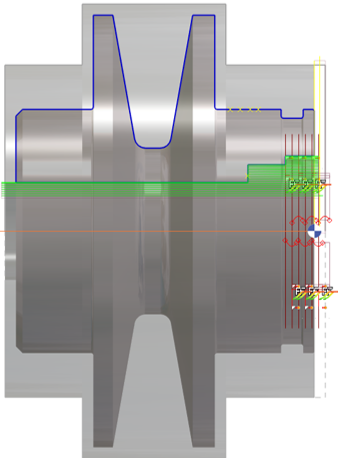
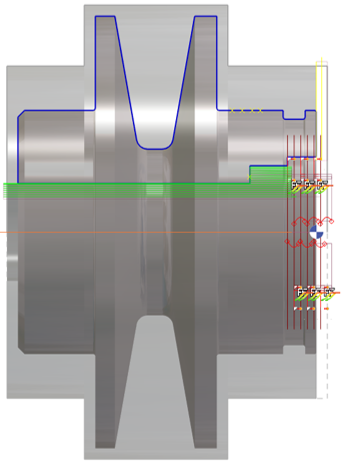
在车削和瑞士加工中,每个操作(除罕见情况外) 管理实际毛坯 。这里,同一个粗铣操作不能计算两次!这意味着刀具路径的“形状”总是取决于前一个操作。 当一个 轴铣削循环 应用于车削毛坯形状时,可以将其纳入后续车削操作的毛坯计算中。 为此,请在每个铣削操作的实体毛坯计算选项中设置为“ 车削更新 ”。 |
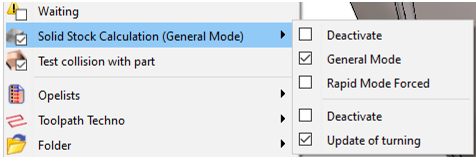
此选项的第一部分控制屏幕上的毛坯计算是视为快速/实体还是不视为快速/实体,如毛坯转换章节所述。 |
|
|
第二部分控制车削循环的调整,使其与铣削循环的调整相匹配,如果选择了“车削更新”。 |
禁用
|
车削更新
|
|
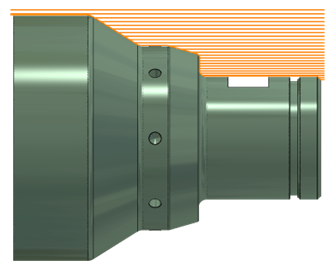
在截图的红色区域由在参考工作平面上编程的铣削型腔操作加工而成。您可以看到,由于r,面铣和铰孔操作更短。 剩余毛坯计算。 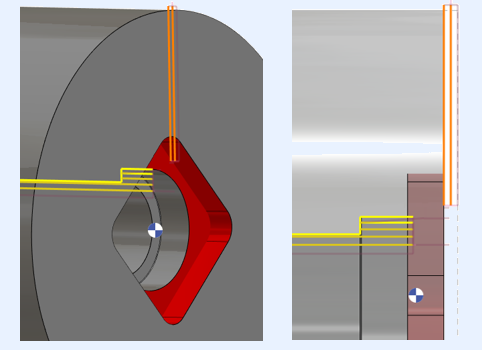
|
|
|