|
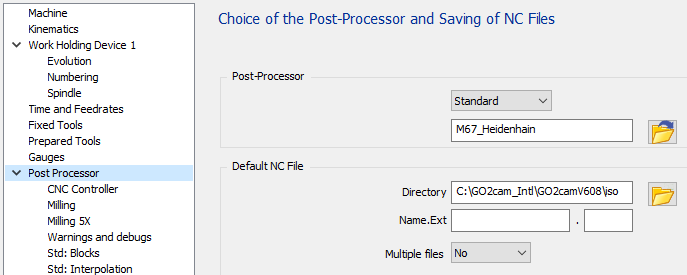
标准包含三个配置页面用于管理所有可用选项: 第一个页面“CNC 控制器”是关于 CNC 选项的。 第二个页面“铣削”允许为铣削、刀具、冷却液和原点调整输出。 第三个页面“铣削”是关于 5 轴参数的。 |
|
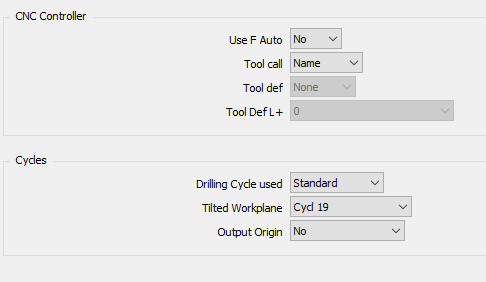
CNC 控制器页面
CNC 控制器部分
|
使用 F 自动
|
选项 |
结果 |
|
否 |
… 刀具调用 1 Z S1200 … L X0 Y0 FMAX L Z20 F200 … |
|
是 |
… 刀具调用 1 Z S1200 F200 … L X0 Y0 FMAX L Z20 FAUTO … |
刀具调用
|
选项 |
结果 |
|
编号 |
… 刀具调用 1 Z S1200 … |
|
名称 |
… 刀具调用 “MILL_D10” Z S1200 … |
刀具定义
|
选项 |
结果 |
|
无 |
开始程序 1 MM … 刀具调用 1 Z S1500 … 刀具调用 2 Z S2000 … 结束程序 1 |
|
开始 |
开始程序 1 MM 刀具定义 1 L+80 R+6 刀具定义 2 L+80 R+10 … 刀具调用 1 Z S1500 … 刀具调用 2 Z S2000 … 结束程序 1 |
|
刀具 |
开始程序 1 MM … 刀具定义 1 L+80 R+6 刀具调用 1 Z S1500 … 刀具定义 2 L+80 R+10 刀具调用 2 Z S2000 … 结束程序 1 |
循环部分
使用的钻孔循环
|
选项 |
结果 |
|
标准 |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX Z+2. 循环定义 1.0 啄进 循环定义 1.1 设置 +2 循环定义 1.2 深度 -10.412 循环定义 1.3 啄进 +10.412 循环定义 1.4 停留 +0 循环定义 1.5 F606 循环调用 … |
|
通用 |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX 循环定义 200 钻孔~ Q200=2 ;设置间隙~ Q201=-10.412 ;深度~ Q206=606.4 ;切入进给速率~ Q202=10.412 ;切入深度~ Q210=0 ;顶部停留时间~ Q203=0 ;表面坐标~ Q204=2 ;第二设置间隙~ Q211=0 ;深度停留时间~ Q395=0 ;深度参考 循环调用 … |
倾斜工作平面
|
选项 |
结果 |
|
循环定义 19 |
… 循环定义 19.0 工作平面 循环定义 19.1 A-90. B+0. C+90. L A+Q120 C+Q122 R0 FMAX … |
|
空间平面 |
… 空间平面 SPA-90 SPB+0 SPC+90 旋转 MB MAX FMAX SEQ- TABLE ROT … |
输出原点工作平面
|
选项 |
结果 |
|
否 |
… 刀具调用 1 Z S1500 … |
|
循环定义 7 |
… 刀具调用 1 Z S1500 循环定义 7.0 基准转换 循环定义 7.1 #1 … |
|
循环定义 247 |
… 刀具调用 1 Z S1500 循环定义 247 基准设置~ Q339=1 ;基准编号 … |
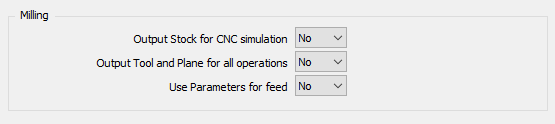
铣削页面
铣削部分
|
为 CNC 仿真输出毛坯
|
选项 |
结果 |
|
否 |
开始程序 1 MM … |
|
是 |
开始程序 1 MM 块定义 0.1 Z X-42.5 Y-35 Z-39 块定义 0.2 X+42.5 Y+39 Z+1 … |
为所有操作输出刀具和平面
|
选项 |
结果 |
|
否 |
… ;OP 1 WITH TOOL 1 AND PLANE 1 刀具调用 1 Z S1500 空间平面 SPA-90 SPB+0 SPC+90 旋转 MB MAX FMAX SEQ- TABLE ROT … ;OP 2 WITH TOOL 1 AND PLANE 1 … |
|
是 |
… ;OP 1 WITH TOOL 1 AND PLANE 1 刀具调用 1 Z S1500 空间平面 SPA-90 SPB+0 SPC+90 旋转 MB MAX FMAX SEQ- TABLE ROT … ;OP 2 WITH TOOL 1 AND PLANE 1 刀具调用 1 Z S1500 空间平面 SPA-90 SPB+0 SPC+90 旋转 MB MAX FMAX SEQ- TABLE ROT … |
使用参数进行进给
|
选项 |
结果 |
|
否 |
T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
是 |
FN 0: Q1 = 200 FN 0: Q2 = 150 T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. FQ2 G1 X.. Y.. FQ1 … |
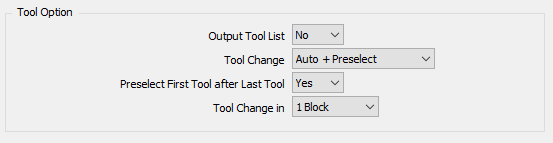
刀具选项部分
|
输出刀具列表
|
选项 |
结果 |
|
否 |
开始程序 1 MM … |
|
是 |
开始程序 1 MM ;开始刀具列表 ;T1 端铣刀 D10 ;T2 钻头 D8 ;… ;结束刀具列表 … |
换刀
|
选项 |
结果 |
|
手动 |
… ;端铣刀 D10 M0 … |
|
自动 |
… ;端铣刀 D10 刀具调用 1 Z S1500 … |
|
自动 + 预选 |
… ;端铣刀 D10 刀具调用 1 Z S1500 刀具定义 2 … |
在最后一把刀之后预选第一把刀
|
选项 |
结果 |
|
否 |
;第一次操作 刀具调用 1 Z S1500 刀具定义 2 … … ;最后一次操作 刀具调用 5 Z S1250 … M30 |
|
是 |
;第一次操作 刀具调用 1 Z S1500 刀具定义 2 … … ;最后一次操作 刀具调用 5 Z S1250 刀具定义 1 … M30 |
换刀在
此选项对输出没有影响。
|
选项 |
结果 |
|
1 块 |
… 刀具调用 1 Z S1500 … |
|
2 块 |
… 刀具调用 1 Z S1500 … |
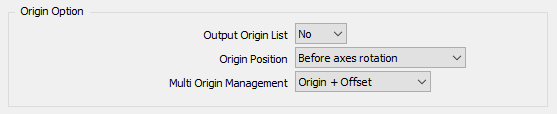
原点选项部分
|
输出原点列表
|
选项 |
结果 |
|
否 |
开始程序 1 MM … |
|
是 |
开始程序 1 MM ;开始原点列表 ;1 ;2 ;结束原点列表 … |
原点位置
|
选项 |
结果 |
|
轴旋转后
|
… 刀具调用 1 Z S1500 A90 C90 循环定义 247 基准设置~ Q339=1 ;基准编号 … |
|
轴旋转前 |
… 刀具调用 1 Z S1500 循环定义 247 基准设置~ Q339=1 ;基准编号 A90 C90 … |
多原点管理
|
选项 |
结果 |
|
仅原点 |
… 循环定义 247 基准设置~ Q339=1 ;基准编号 … |
|
原点 + 偏移 |
… 循环定义 247 基准设置~ Q339=1 ;基准编号 循环定义 7.0 基准转换 循环定义 7.1 X-50. 循环定义 7.2 Y-25. 循环定义 7.3 Z-50. … |
无 MTE :
如果选项设置为“仅原点”,则为零件上定义的每个原点,我们将输出不同的 G 代码,G54,然后是 G55,G56……这意味着您受限于 CNC 管理的原点数量。如果您可以拥有更多原点,则必须使用第二个选项“原点 + 偏移”。
如果选项设置为“原点 + 偏移”,则只输出基准和偏移,使用循环定义 7。
有 MTE :
原点可以在原点的名称中定义,语法如下“$1_”。这意味着基准 1 将在 NC 程序中使用。如果没有定义解码名称,它将输出默认基准 1。
如果您使用“原点 + 偏移”,则必须只使用一个原点用于所有操作,因为所有偏移都从参考平面原点或单个原点计算。
您可以在下划线后添加任何文本来识别您的偏移量“$1_Up”、“$1_Right”……
对于 5 轴机床:
原点偏移量与倾斜平面函数同时输出。
冷却液选项部分

|
冷却液激活位置
使用“带主轴”和“带切入移动”将得到相同的结果。
M13 将用于同时输出冷却液和主轴。
|
选项 |
结果 |
|
带主轴 |
… 刀具调用 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
带平面移动 |
… 刀具调用 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
带切入移动 |
… 刀具调用 1 Z S1500 L X.. Y.. M03 FMAX L Z.. M08 FMAX … |
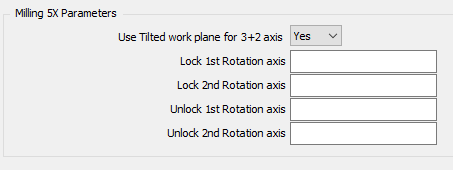
铣削 5X 页面
铣削 5X 参数
|
对 3+2 轴使用倾斜工作平面
|
选项 |
结果 |
|
否 |
… 刀具调用 1 Z S1500 C180 A-90 … |
|
是 |
… 刀具调用 1 Z S1500 空间平面 SPA-90 SPB+0 SPC+180 旋转 MB MAX FMAX SEQ- TABLE ROT … |
旋转轴
|
选项 |
结果 |
选项 |
结果 |
|
锁定 1 st 旋转轴 |
锁定 2 nd 旋转轴 |
||
|
空 |
… C180 … |
空 |
… B-90 … |
|
“M10” |
… C180 M10 … |
“M12” |
… B-90 M12 … |
|
解锁 1 st 旋转轴 |
解锁 2 nd 旋转轴 |
||
|
空 |
… C180 … |
空 |
… B-90 … |
|
“M11” |
… M11 C180 … |
“M13” |
… M13 B-90 … |
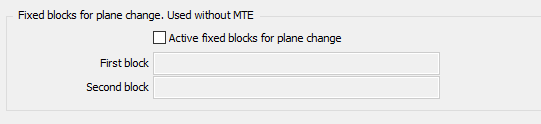
固定平面更改块(无 MTE 时使用)
|
激活固定平面更改块
仅当机床配置中未定义运动学时才使用此选项。
|
选项 |
结果 |
|
勾选 |
如果发生平面更改,将输出定义的固定块 |
|
取消勾选 |
发生平面更改时将输出标准块。 G0 G91 G28 Z0 |
第一个和第二个块
为避免标准输出,请勾选选项以激活固定块,并保持第一个和第二个块字段为空。
|
选项 |
结果 |
|
空 |
… … |
|
“G0 Z100” |
… L Z100 FMAX … |
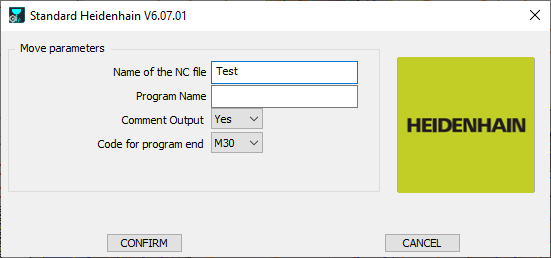
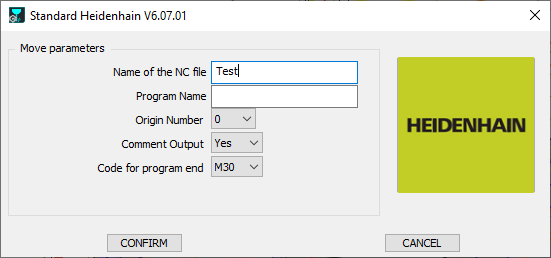
启动页面
|
已定义机床运动学 |
未定义机床运动学 |
|
|
NC 文件名
在此处定义生成的 NC 文件名。扩展名必须在 MCF 配置中定义。
程序号
如果未定义任何内容,程序名将设置为 1。
|
选项 |
结果 |
|
“空” |
开始程序 1 MM … … 结束程序 1 MM |
|
“PROG” |
开始程序 PROG MM … … 结束程序 PROG MM |
注释输出
|
选项 |
结果 |
|
否 |
… 刀具调用 1 Z S1500 … |
|
是 |
… ;面铣 ;端铣刀 D12 T1 M6 … |
原点编号
此参数仅在机床文件中未定义运动学时使用。该参数定义 NC 程序中使用的第一个原点。
如果处理多原点的参数设置为“仅原点”,则在平面更改时原点编号会递增。
|
选项 |
结果直到 8055 |
|
0 |
13 刀具调用 1 Z S1273 14 循环定义 247 基准设置~ Q339= 0 ;基准编号… |
|
1 |
13 刀具调用 1 Z S1273 14 循环定义 247 基准设置~ Q339= 1 ;基准编号 |
程序结束代码
|
选项 |
结果 |
|
M30 |
… … M30 结束程序 1 MM |
|
M02 |
… … M02 结束程序 1 MM |
特定信息
如何输出循环定义 202?
|
此循环用于使用单刃镗刀进行铰孔。有关此循环的更多信息,请参阅 Heidenhain 手册。 |
循环定义 202 镗孔~ Q200=2 ;设置间隙~ Q201=-50 ;深度~ Q206=79.6 ;切入进给速率~ Q211=0 ;深度停留时间~ Q208=500 ;回退进给速率~ Q203=0 ;表面坐标~ Q204=2 ;第二设置间隙~ Q214=2 ;退出方向~ Q336=90 ;主轴角度 |
|
要定义的工序: 铰孔 |
|
|
要选择的刀具: 单刃镗刀 |
|
|
参数 |
设置 |
|
Q214=2 ;退出方向 |
根据刀具角度计算。 0 代表 0 度 1 代表 90 度 2 代表 180 度 3 代表 270 度 |
|
Q336=90 ;主轴角度 |
如果刀具角度不同于 0、90、180 或 270 度,则强制为 0。 |
如何输出循环定义 208?
|
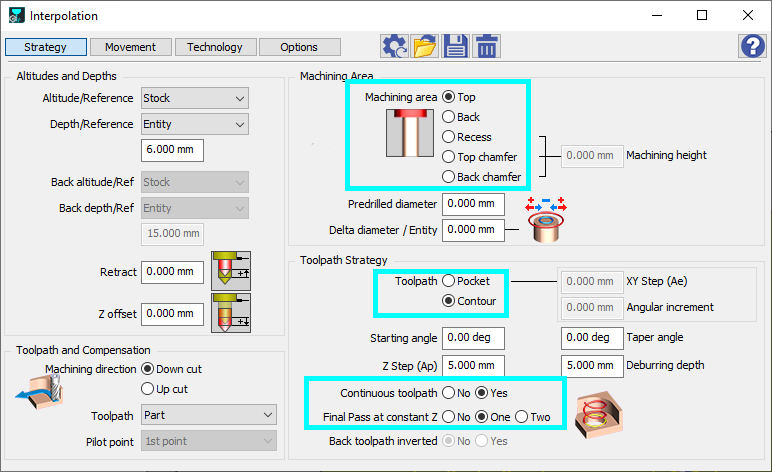
此循环用于通过螺旋插补加工孔。有关此循环的更多信息,请参阅 Heidenhain 手册。 |
循环定义 208 镗铣~ Q200=2 ;设置间隙~ Q201=-50 ;深度~ Q206=1018.4 ;切入进给速率~ Q334=5 ;切入深度~ Q203=0 ;表面坐标~ Q204=2 ;第二设置间隙~ Q335=20 ;标称直径~ Q342=0 ;粗加工直径~ Q351=1 ;顺铣或逆铣 |
|
要使用,必须将 GPP 配置设置为“插补”的固定格式。 钻孔循环使用的选项必须设置为“通用”。 |
|
|
要定义的工序:“ 插补 ” |
|
|
必须使用以下参数定义工序。如果其中一个不同,刀具路径将被分解。 |
|