|
|
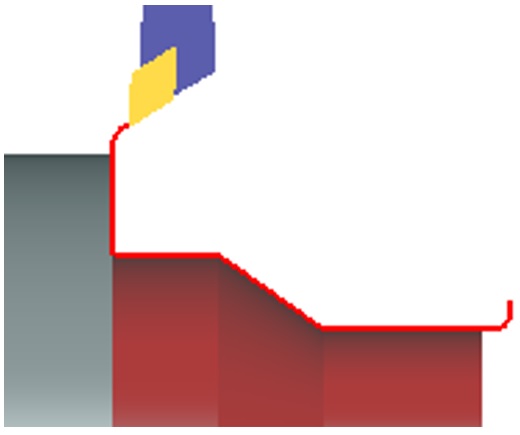
在直线切削、面铣或搪孔加工后,对零件进行一次精加工。 |
关键点
|
此循环仅生成一条刀具路径,无论您 剩余毛坯 需要加工的。
提供多种进退刀策略。此处,通过管理毛坯来优化进刀和退刀运动。
如果轮廓线上定义了任何局部余量,则此功能无效。
|
|
策略参数
运动参数
|
对话框区域 |
参数 |
|
|
进退刀特性 |
||
|
|
||
|
退刀超出长度/向量 |
||
|
进刀超出长度/向量 |
||
|
限制切入/切出 |
||
|
回退安全距离 |
接近安全距离 |
|
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
品质 |
切削速度 |
|
主轴转速 |
转速范围 |
|
|
Z 向进给 |
进给 |
|
|
X 向进给 |
主轴方向 |
|
|
最大主轴转速 |

|
|
|
刀具编号 |
刀具编号 |
特定编号 |
|
半径补偿编号 |
长度补偿号 |
|
|
用户字段 |
注释 |
控制器设备 |
|
加工设置
|
|
|

选项参数
|
对话框区域 |
参数 |
|
|
碰撞管理 |
||
|
安全区域 |
||
|
曲线计算 |
曲线公差 |
曲线分解为 |
|
选项 |
||
|
补偿达成比率 |
进给减速系数 |
|
|
刀具路径选项 |
打断外部角落 |
最大角度 |