此选项在多个加工循环中使用,具有不同的目的和行为。
请使用 树 屏幕右侧的。
Cycle: 粗加工、// 粗加工、平衡粗加工、粗加工刀步、精加工 / 精修直径/端面、平衡精加工
定义
这些命令用于定义引导点和刀具路径的计算。
的补偿类型 粗加工、// 粗加工、粗加工刀步、精加工
它允许考虑或不考虑刀具半径补偿。
下拉菜单提供:
-
左侧: ISO 代码生成指令 G41。
-
中心: ISO 代码生成指令 G40(无补偿)。
-
右侧: ISO 代码生成指令 G42。
此补偿类型适用于 精修直径/端面 仅。
精修直径/端面的补偿类型
它允许考虑或不考虑刀具半径补偿。
下拉菜单提供:
-
带: ISO 代码根据所选刀具路径类型生成指令 G41 或 G42。
-
不带: 不进行补偿编程。
刀具路径
刀具路径由 GO2cam 计算,并考虑或不考虑刀具半径。下拉菜单提供:

|
零件(刀具中心): GO2cam 不计算补偿刀具路径。ISO 编程遵循几何轮廓。如果刀具无法通过,GO2cam 会重新计算新的合适路径并管理碰撞。 |

|
刀具中心:
GO2cam 根据循环类型(见上文)计算零件右侧的补偿刀具路径。
|

|
虚拟刀尖: GO2cam 计算刀具路径并管理碰撞。半径在 GO2cam 工具面板中正确完成。象限编号被考虑在内。 |

|
零件(虚拟刀尖): GO2cam 在循环间隙和快速运动中正确管理刀具路径,尤其是在刀具补偿时。 |
零件(刀具中心)编程
在这种情况下,必须在机床上输入刀片半径值。
补偿类型:
左侧(生成 G41)
右侧(生成 G42)
刀具路径:
零件(刀具中心)
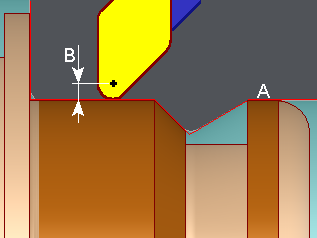
A。
编程的刀具路径
B。
CNC 中包含的刀片半径补偿。
刀具中心编程
在这种情况下,机床上完成的刀片半径不被考虑。
补偿类型:
中心
刀具路径:
刀具中心
GO2cam
根据编程的循环类型,在零件右侧编程刀具中心的刀具路径。
如果我们完成 补偿类型 = 左侧或右侧 , GO2cam 编程 G41 或 G42 补偿。效果是由于考虑了刀片半径补偿,由机床生成额外的补偿。
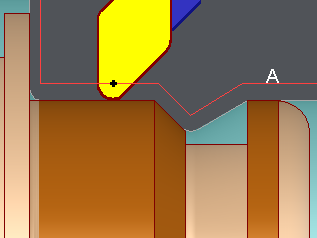
A。 编程的刀具路径
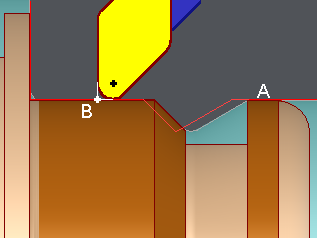
虚拟刀尖编程
在这种情况下,机床上完成的刀片半径不被考虑。
必须完成象限编号。
补偿类型:
不可用
刀具路径:
虚拟刀尖
GO2cam
根据编程的循环类型和指定的象限编号,在零件右侧编程虚拟刀尖(虚构点)的刀具路径。
如果我们完成 补偿类型 = 左侧或右侧 , GO2cam 编程 G41 或 G42 补偿。效果是由于考虑了刀片半径补偿,由机床生成额外的补偿。
|
|
A。
编程的刀具路径
B。
虚拟刀尖(即象限中的 n°9)
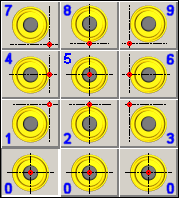
象限(虚拟刀尖号)
给出刀具方向。仅在使用
虚拟刀尖
刀具路径时有用。
数字对应于 PC 键盘上的位置。车床的象限编号不一定对应于
GO2cam
。后处理器会根据 CNC 的约定更新象限。
零件(虚拟刀尖)
使用此选项,您可以管理以下内容的循环间隙和快速运动的刀具路径:
-
粗加工 和 精加工 编程的操作 使用同一把刀具 .
-
粗加工刀具路径在 虚拟刀尖, 精加工在 零件
|
我们还建议直接在 刀具页面 中强制 P 点选项,这样同一把刀具就不会有两个不同的引导点。

|
|
P 点计算
P 点计算过程得到了显著增强,以提高刀具路径的效率和精度。主要改进包括更新的动态和刀具路径模拟、明确的 P 点坐标、消除寄生运动、优化快速运动、增强的平衡粗加工和精加工、可选的进刀/退刀点包含以及改进的过切检查。这些进步带来了更高效、更精确、更可靠的刀具路径。