|
如何加工一个具有 Z轴方向的渐进式 ? |
|
|
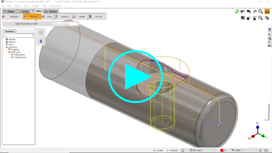
示例中选择的轮廓线位于一个 实体 上,因此我们选择“边缘路径”选项进行选择。但对于任何其他情况,过程都是相同的,例如一个 线框几何 ,具有Z轴方向的渐进式。
您可以看到 循环名称 显示:“ Prf/D0 ”,表示:“Z值在轮廓线上 / 深度 = 0'
|
|
|
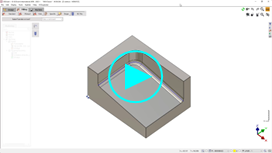
特殊情况 :如何加工一个具有 Z轴方向的渐进式 但位于 形状底部 ? |
|
|
轮廓线的选择与之前相同,通过单击 顶部Z ”按钮,然后单击“ 背景 ”按钮。然后设置形状的深度。 同时选择手动轮廓加工选项以适应 形状的底部 .
|
|
|
如何 减小螺旋角 的 插补 但 不改变Z步距 ? |
|
|
您说得对,在插补循环中,下刀的螺旋线是根据Z步距定义的。 这是因为在刀具页面中的 下刀角度 设置为 0 。如果您在刀具页面中输入 下刀角度值 ,它将用于螺旋线的计算,而不会改变Z步距! |
|
|
如何 编程标记操作 在GO2cam中? |
|
|
有几种编程标记的方法,我们可以将其分为两类:
|
|
只需输入文本,操作就会将其投影到选定的元素上并计算刀具路径。 此操作有两个主要优点:
|
|
这里目的是加工任何类型的几何图形并将其投影到任何形状上。刀具路径是3轴铣削。 |
|
这与之前相同,但刀具路径是在4轴联动中生成的 |
|
此方法支持 将文本环绕圆柱体 然后编程一个 标记操作 并通过应用2轴操作生成4轴刀具路径。 |
|


|
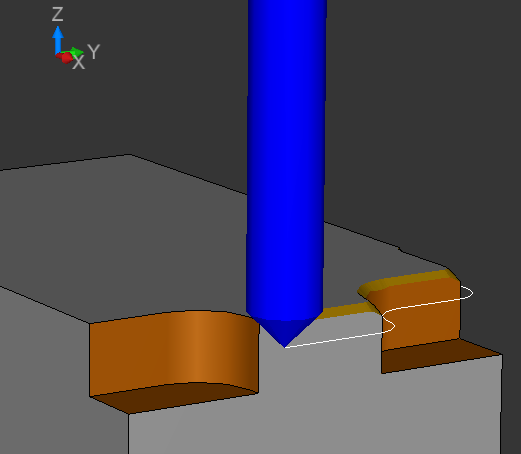
如何定义 半径补偿 和 刀具导向 在倒角循环中? |
|
|
在控制系统和GO2cam中定义的参数方面,有一些重要的考虑因素。 |
|
|
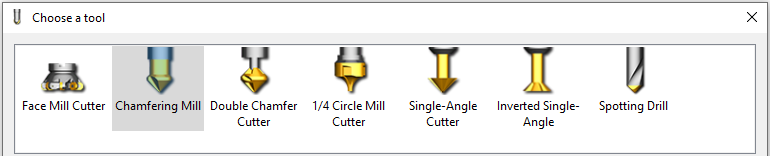
GO2cam中可用于斜角铣削的刀具类型包括:
|
|
|
使用半径补偿时的特殊功能
在将刀具应用于CNC控制器时,可能需要使用实际上用于其他刀具的刀具类型,如下例所示。 示例1:西门子Sinumerik 840D |
|
|
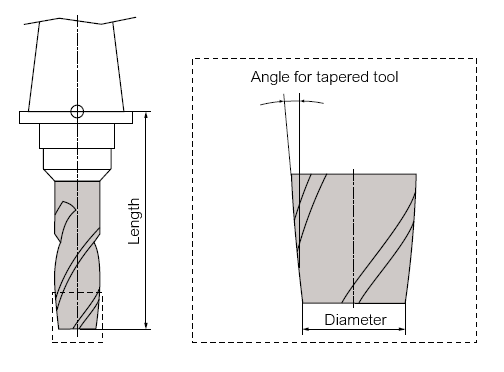
在刀具类型中,有一个截锥刀(类型155),但它只提供了指定直径和角度的可能性。作为参数的第二个直径或切削刃长度不提供。 |
|
|
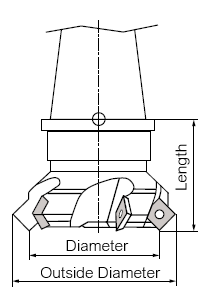
最适合的刀具类型是面铣刀(类型140):这里可以指定下部(小)直径和上部(大)直径。 |
|
|
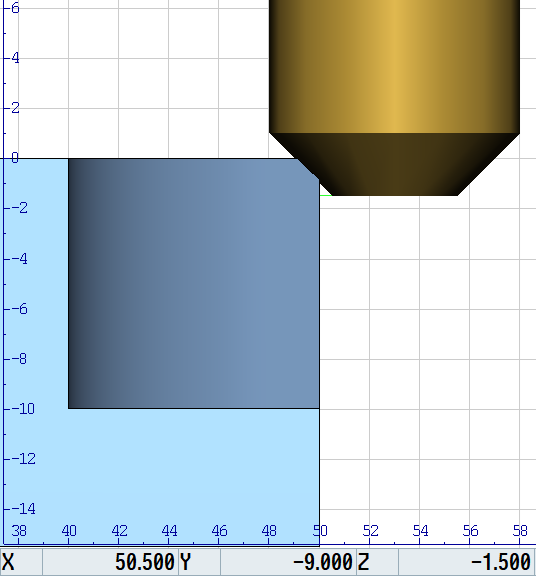
与G41/G42半径补偿相关的直径是 下部 直径。这是刀具必须测量的直径(图中所示的直径)。 然后,刀具将在控制器系统中正确显示,并可以使用刀具表中输入的(下部)直径进行补偿。 顶部或底部 |
|
|
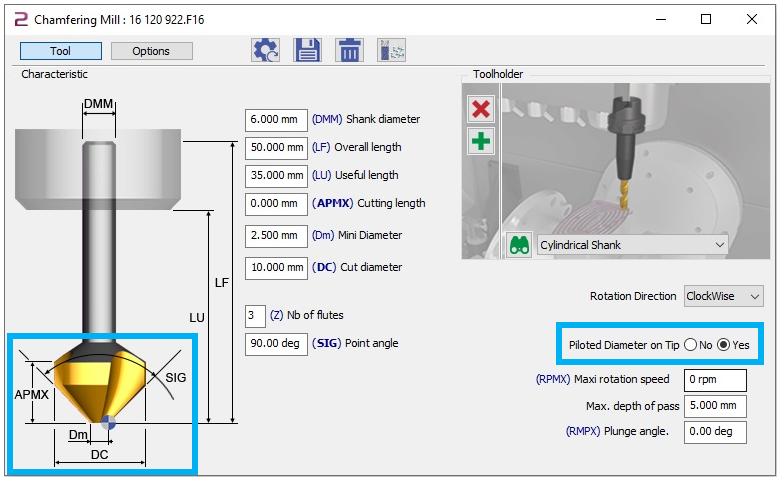
GO2cam可以指定是在切削刃的 |
|
|
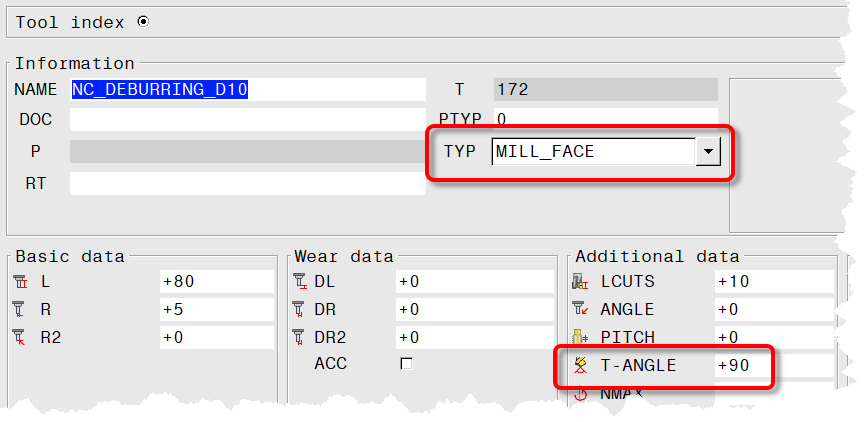
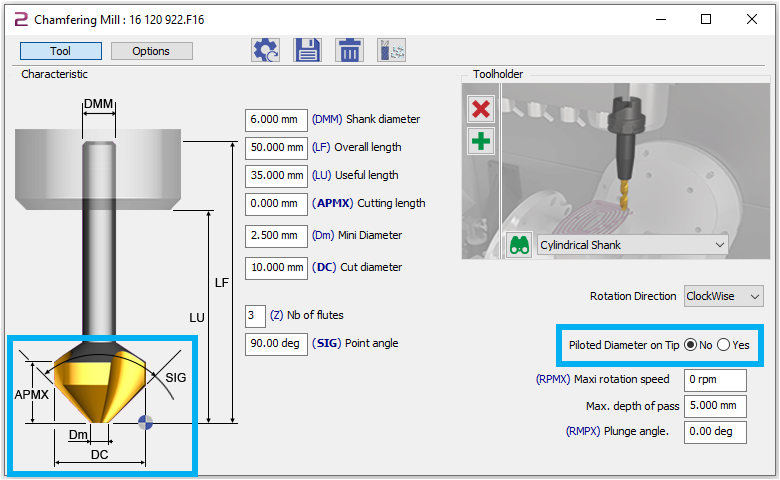
使用直径进行半径补偿(G41/G42)。 顶部或底部 Dm 选择“是” 在这种情况下,底部直径(刀具尖端, )必须使用。 示例2:海德汉TNC 640 HEIDENHAIN TNC 640也可以配备面铣刀(MILL_FACE)刀具类型。此外,必须指定参数T-ANGLE(刀尖角度)(90°)。 |
|
|
然而,刀具始终显示为小直径0(理论尖端),因此也必须测量到理论尖端。 |
|
|
因此,与G41/G42半径补偿相关的直径是 上部 。在模拟中,刀具显示正确,但始终带有理论尖端(下部直径为0)。 刀具表中输入的(上部)直径可用于补偿。 然后,刀具将在控制器系统中正确显示,并可以使用刀具表中输入的(下部)直径进行补偿。 . |
|
|
DC 在GO2cam中,上部直径 |
|
|
选择“否” 必须相应设置( ),下部直径必须指定为 。上面两个例子说明,不使用半径补偿可能更容易,特别是当相同的刀具在不同的机器或CNC控制器上使用时: 根据控制器,必须使用不同的刀具定义 0 . |
|
|
由于刀具定义不同,加工深度也必须以不同的方式编程,前提是其中一个变体允许下部直径而另一个不允许。
|
|
|
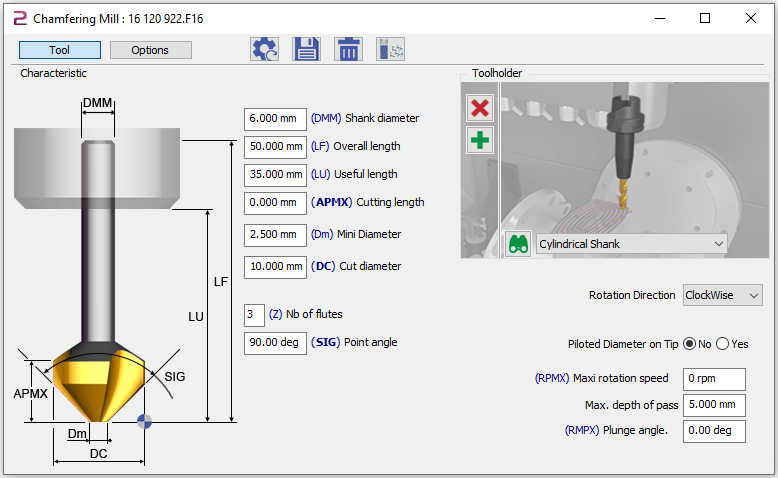
轮廓/倒角和宽度 单角铣刀 如何在倒角循环中定义 |
|
|
此外,倒角循环可以加工3D模型中已存在的倒角,也可以在尖锐边缘上添加倒角。 ? 在后一种情况下,必须手动指定所需的斜角宽度。 |
|
|
对于已建模的倒角,以下边缘被选为几何图形。 |
|
|
工件顶部倒角时的上(后)边缘 
工件底部倒角时的下边缘
的更多信息,我收到了机器发出的“ 刀具半径过大 . |
|
|
内角 ”错误消息,在加工工件的 时。 大于 当使用半径补偿进行精加工时,如果刀具半径 |
||
|
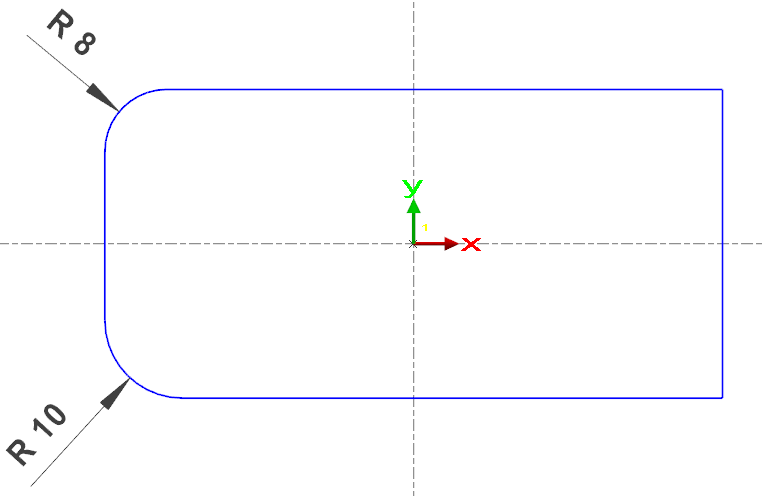
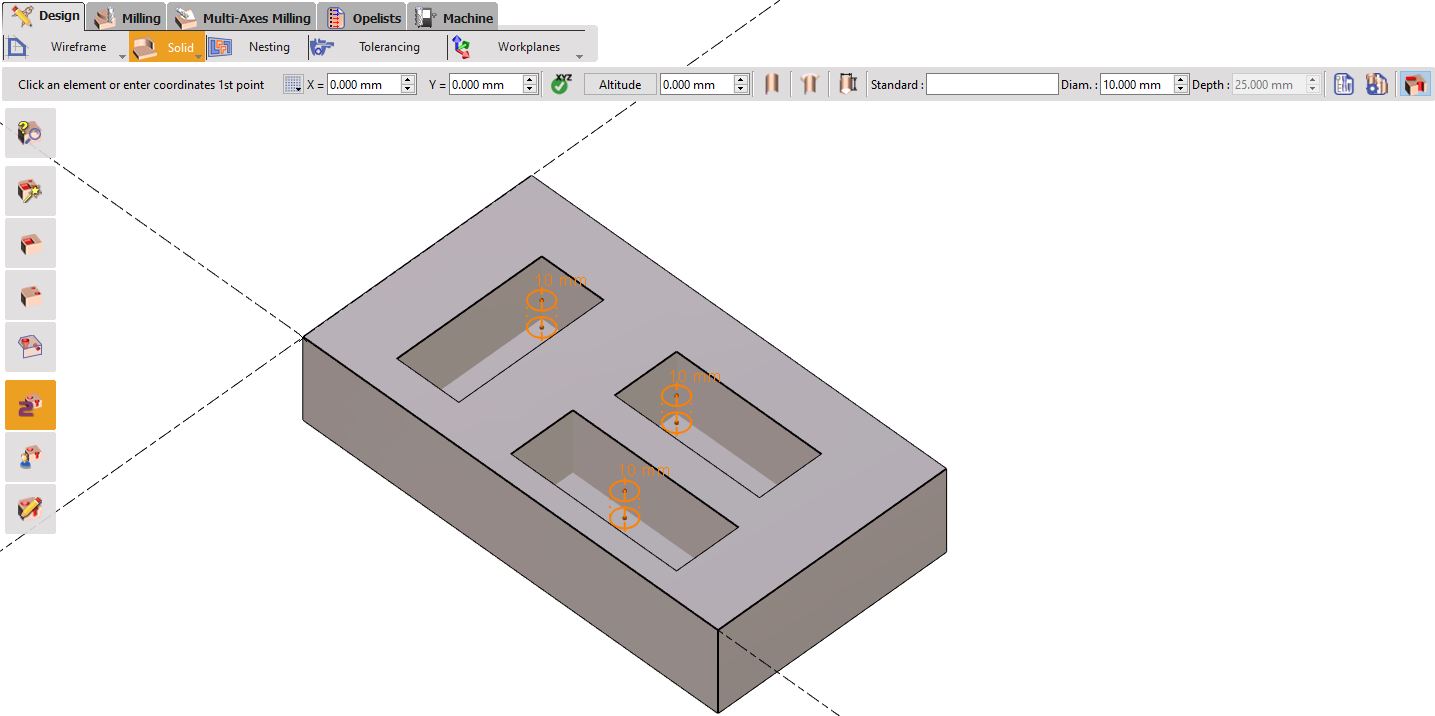
等于 或 编程的 角半径 时,通常会出现 问题。 如果显示的轮廓是用D16mm(半径=8mm)的铣刀加工的,那么在右侧的 |
||
|
(角半径=0mm)以及8mm的 尖角 中可能会出现 问题。 GO2cam基本上提供两种NC输出选项,以避免以后在机器上出现问题。 问题。 角类型 |
|
|
|
控制GO2cam在这些情况下行为的参数位于“策略”选项卡上,称为 在轮廓加工循环中: 在Pocket+Contour循环中: . |
接下来的步骤将讨论确切的设置: 
|
轮廓加工循环的角类型(无) 
|
|
(G1-G1) |
||
|
尖角(角半径=0mm)或角半径等于刀具半径的角被显示为尖角 大于刀具半径的内半径显示为 G2/G3 . 轮廓加工循环 ,正常显示。 下面显示了 |
Pocket+Contour循环的角类型(无) 的刀具路径。(Pocket+Contour行为相同)。 . 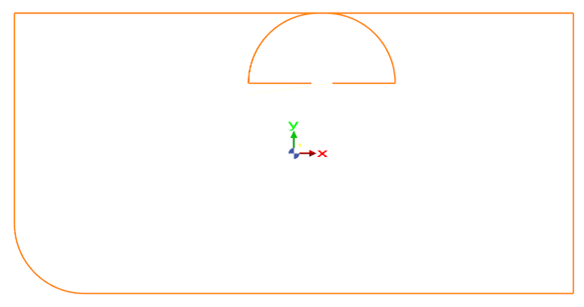
|
|
|
在这里,尖角显示为尖角,但圆角始终显示为 ,但半径更大,这是由刀具半径乘以参数 ,正常显示。 R max 因子 (角R8左上角): 在此示例中,因子被夸大为1.2以显示效果,因此半径为8mm x 1.2 = 9.6mm Pocket+Contour循环 因此,这些设置不适用于加工轮廓,其中内半径的尺寸精度很重要,并且刀具半径已等于角半径: 在尖角处,角半径是刀具的实际半径 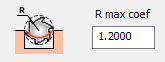
|
Pocket+Contour循环的角类型(无) 在GO2cam调整的内半径的情况下,半径大于绘图尺寸 . 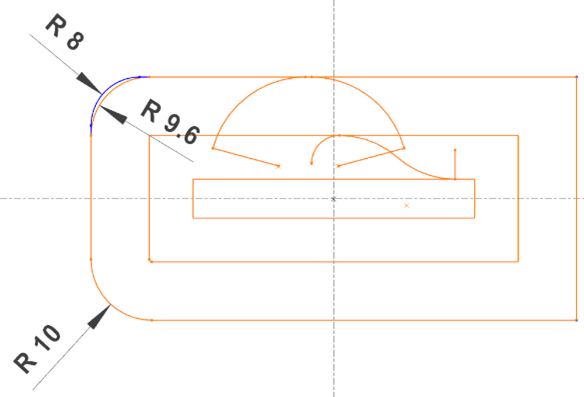
|
|
|
在这两种情况下,都不能保证实际制造出绘图尺寸。
半径再次等于刀具半径乘以参数 |
||
|
,在示例中再次夸大为1.2。 但是,内半径再次大于绘图尺寸。 此设置可确保控制器没有错误。此外,还可以避免刀具中心路径中的尖角。 必须使用半径小于最小内半径的刀具 为了用半径补偿加工轮廓,其中内半径的尺寸精度很重要, 轮廓加工 循环的刀具路径。(Pocket+Contour行为相同)。 下面显示了 . |
如何定义一个 起点 用于 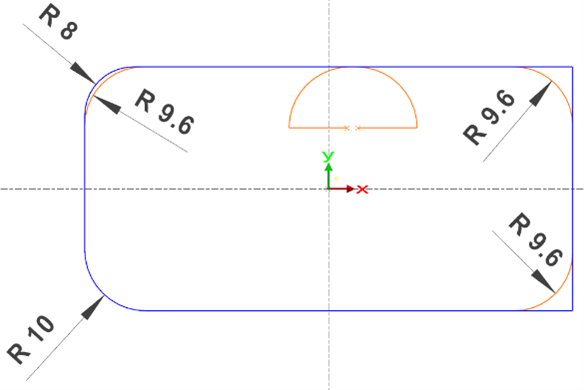
|
|
|
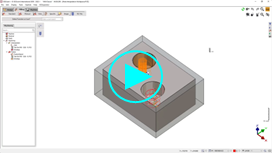
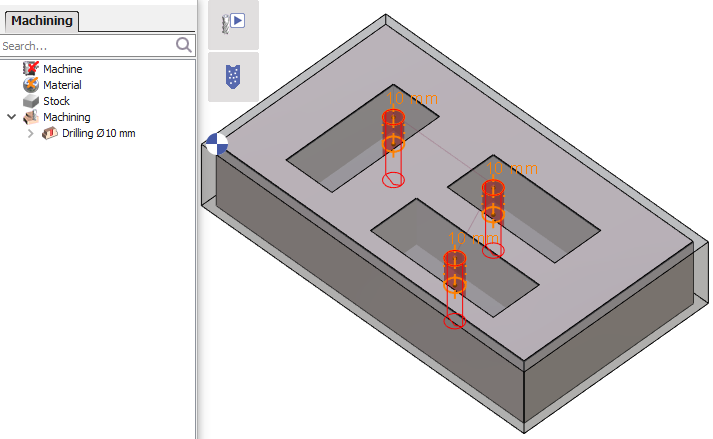
加工? 型腔 预钻孔 在GO2cam中定义型腔时,您无法选择刀具的入口点,该点由软件自动完成。为了让用户强制型腔的入口点,需要 命令。 |
|
|
该命令将允许刀具从该孔开始型腔加工。有两种方法可以定义预钻孔: 概念是在首选区域中定义并钻一个孔到型腔中。这使得刀具可以从其侧面开始切削材料,这是平底铣刀的切削部分。 手动创建标准孔或圆。 使用opelist自动创建。 1/ 手动创建预钻孔。
|
|
|
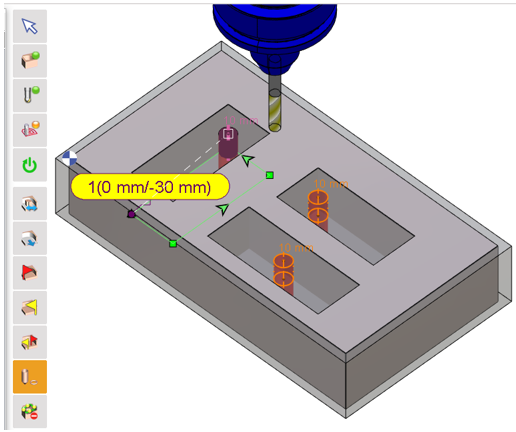
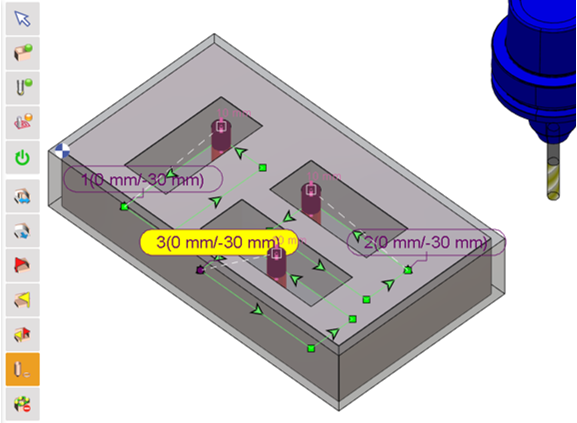
几何选择 最后,在
步骤中,您可以选择“预钻孔”命令并选择孔的几何图形。然后循环的起点在该孔上定义。
注意: 例如,在右侧的示例中,对于多个选定的型腔,您可以通过多选孔来定义每个型腔的起点。 单击命令后,您必须按住Ctrl键以选择多个孔。
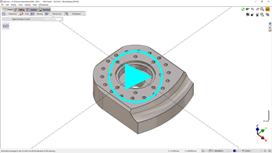
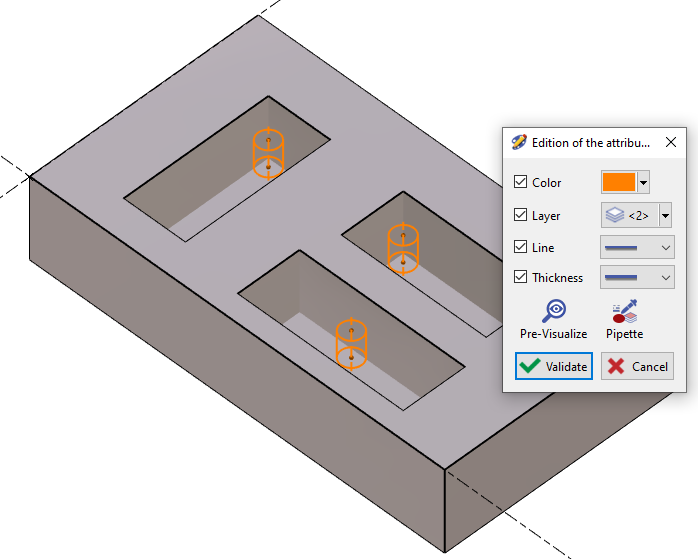
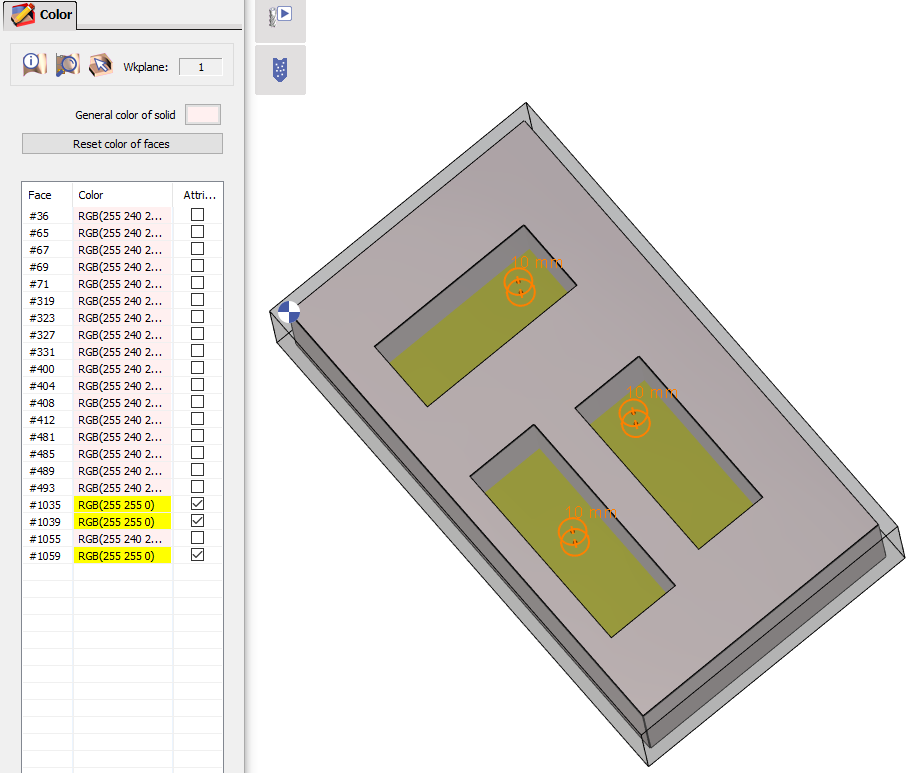
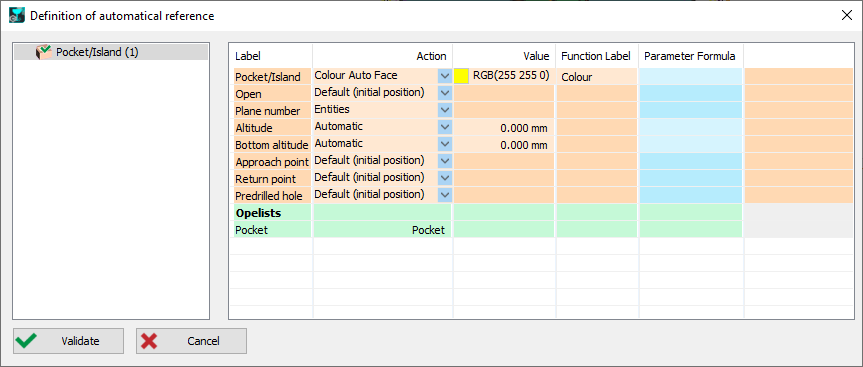
2/ 使用opelist自动创建 定义自动预钻孔的第一步是在单独的图层中创建孔的几何图形。在这种情况下,孔设置在图层2。 还将型腔的底面颜色更改为不同的颜色,例如我们在此处将其更改为黄色。
|
|
|
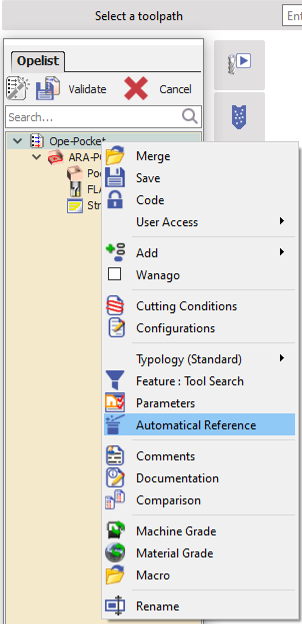
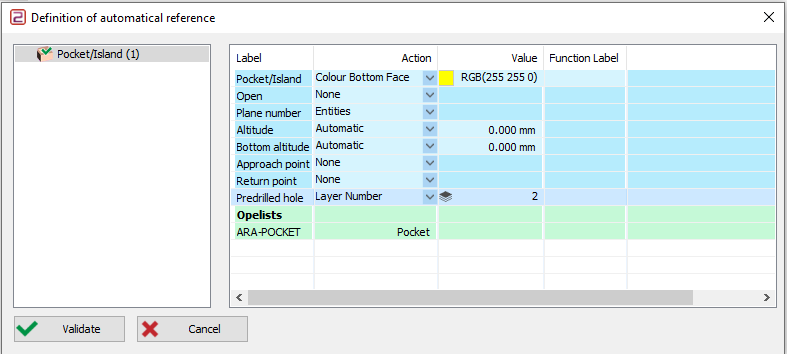
此时,您可以创建或修改现有的opelist,并通过右键单击opelist来应用自动参考。 预钻孔标签
对于型腔/岛屿循环,转到
并更改
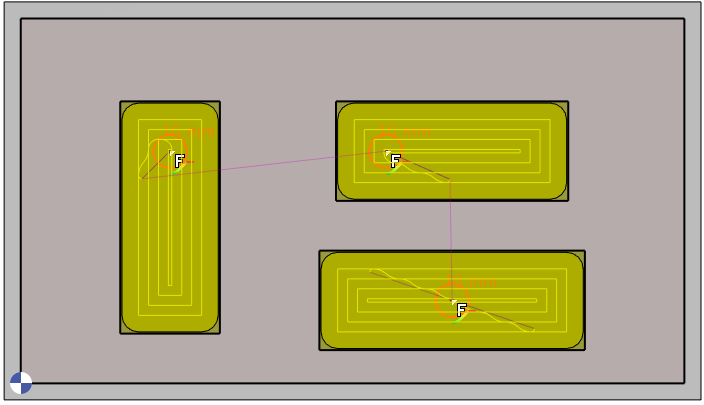
为 操作 图层号 并将 值 设置为定义的孔的图层,即 在此情况下。对于 型腔/岛屿标签 ,更改 2 操作 为 底面颜色 值 为所选的相同黄色。 验证自动参考并验证opelist。 在此情况下。对于 现在,如果您将opelist应用于工件,则会自动考虑预钻孔命令,并且每个型腔的起点都位于定义的孔处。 如何在GO2cam中对工件进行去毛刺? 根据可用软件包,有三种方法:
自动去毛刺(带倒角) |
|
|
此方法适用于2X和2.5X加工循环。在这种情况下,没有专用的去毛刺循环。通过倒角循环进行去毛刺。请参阅右侧视频中的示例。 |
|
|
3X去毛刺 |
|
|
1/ 铣削选项卡 如果激活了3X铣削选项,则可以访问3X去毛刺循环。该循环可以在 |
|
|
2/ 中找到,位于 只需选择整个实体,选择刀具并应用循环。将计算去毛刺。观看右侧视频中的示例。 形状菜单。 5X去毛刺 形状铣削选项卡 如果激活了4-5X加工选项,则可以使用5X去毛刺。该循环可以在 |
|
|
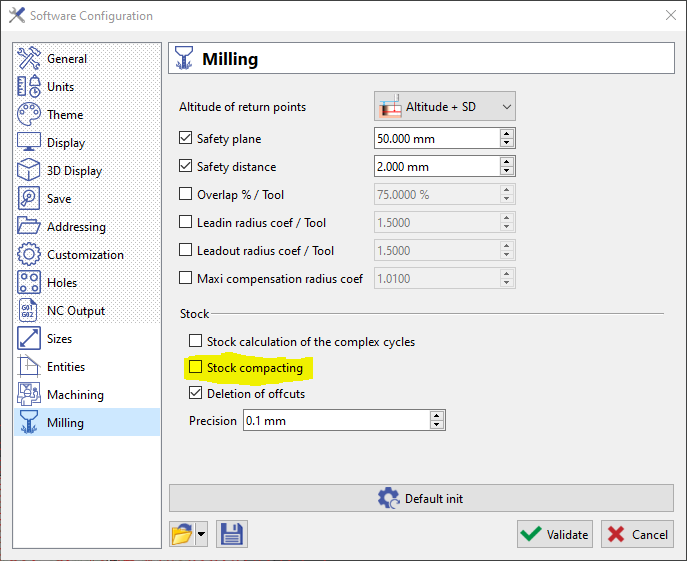
3/ 的5X专家菜单中找到。 问题 过程与3X去毛刺类似。右侧的视频展示了零件上的实际去毛刺循环。 5X去毛刺 为什么在重新执行操作时,我的毛坯在之前的循环中不再计算? 毛坯压缩 |
|

|
工具>选项>铣削 |
|
|
设置。 然后取消选中“毛坯压缩”选项来禁用 如何根据实体面的颜色自动加工型腔? 这是通过为opelist定义自动参考来完成的: 自动参考定义 |
|
|
|
|
在创建或编辑opelist时,对于型腔循环,请访问 |
|
|
窗口。 |
|
|
操作 > 颜色自动面 对于要在其中定义自动参考的型腔循环,请设置: 值 > 保留为默认选择 |
|
|
功能标签 > 输入颜色作为标签 验证并保存opelist。 应用opelist时,您可以使用吸管选择所需的颜色,或在opelist调整窗口中输入RGB值。 选择刀具并根据需要调整循环,然后简单地验证opelist。几何选择将自动完成,型腔加工将基于定义的颜色自动完成。 我可以用2轴铣削在GO2cam中加工倾斜的肋吗? |
|
|
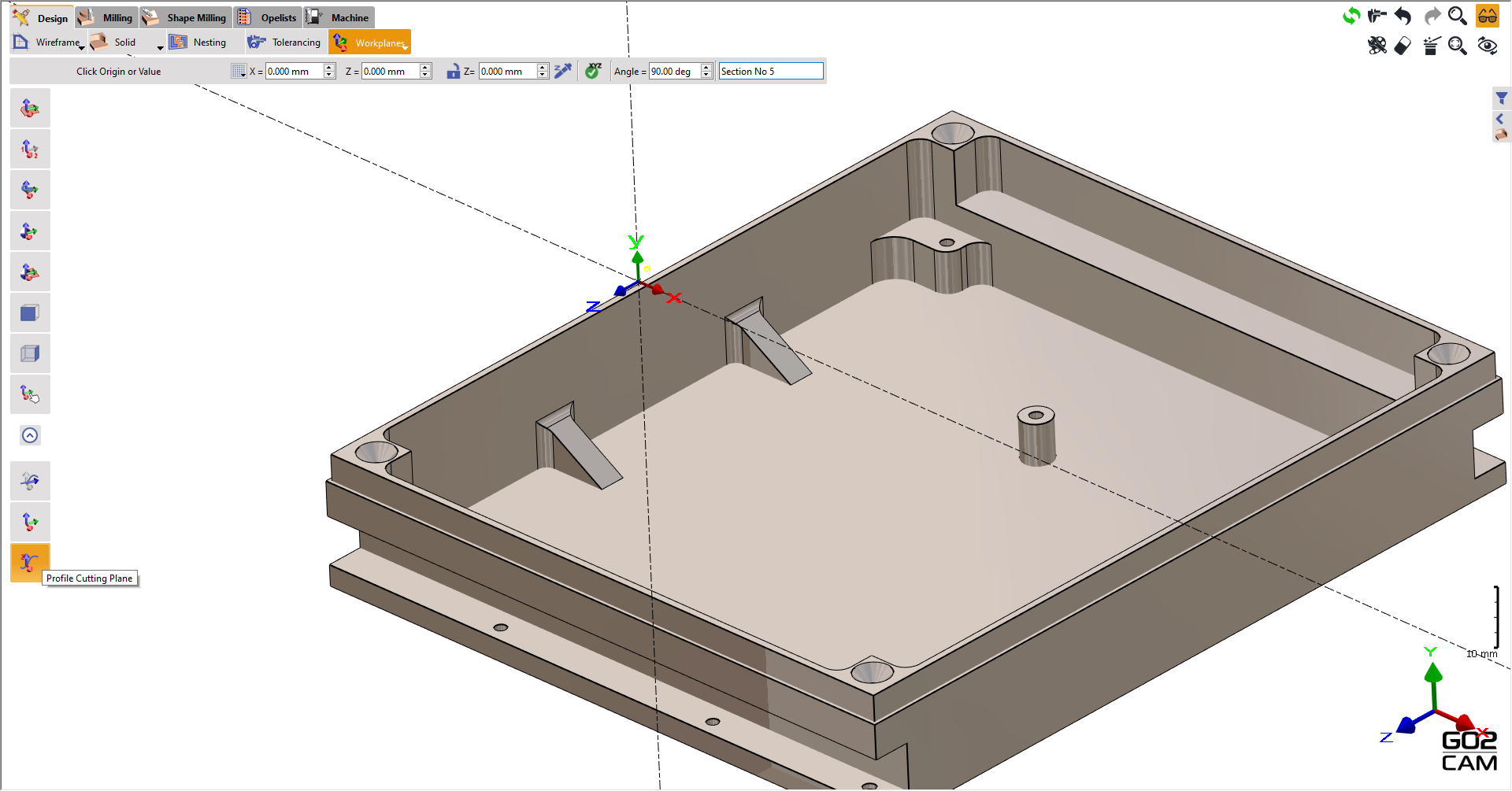
GO2cam提供了一个特定的循环;轮廓切割循环,它在2.5轴加工操作上应用线框以执行加工操作。过程如下所示: 第一个过程涉及创建一个称为轮廓切割平面的特定工作平面。它位于工作平面创建选项卡的工具栏展开后。最后一个命令是必需的。 |
|

|
XY平面控制加工方向,由于我们要沿其纵向方向加工,因此将角度设置为90度。单击任意点定义原点,在此情况下,与原点相同。 |
|
|
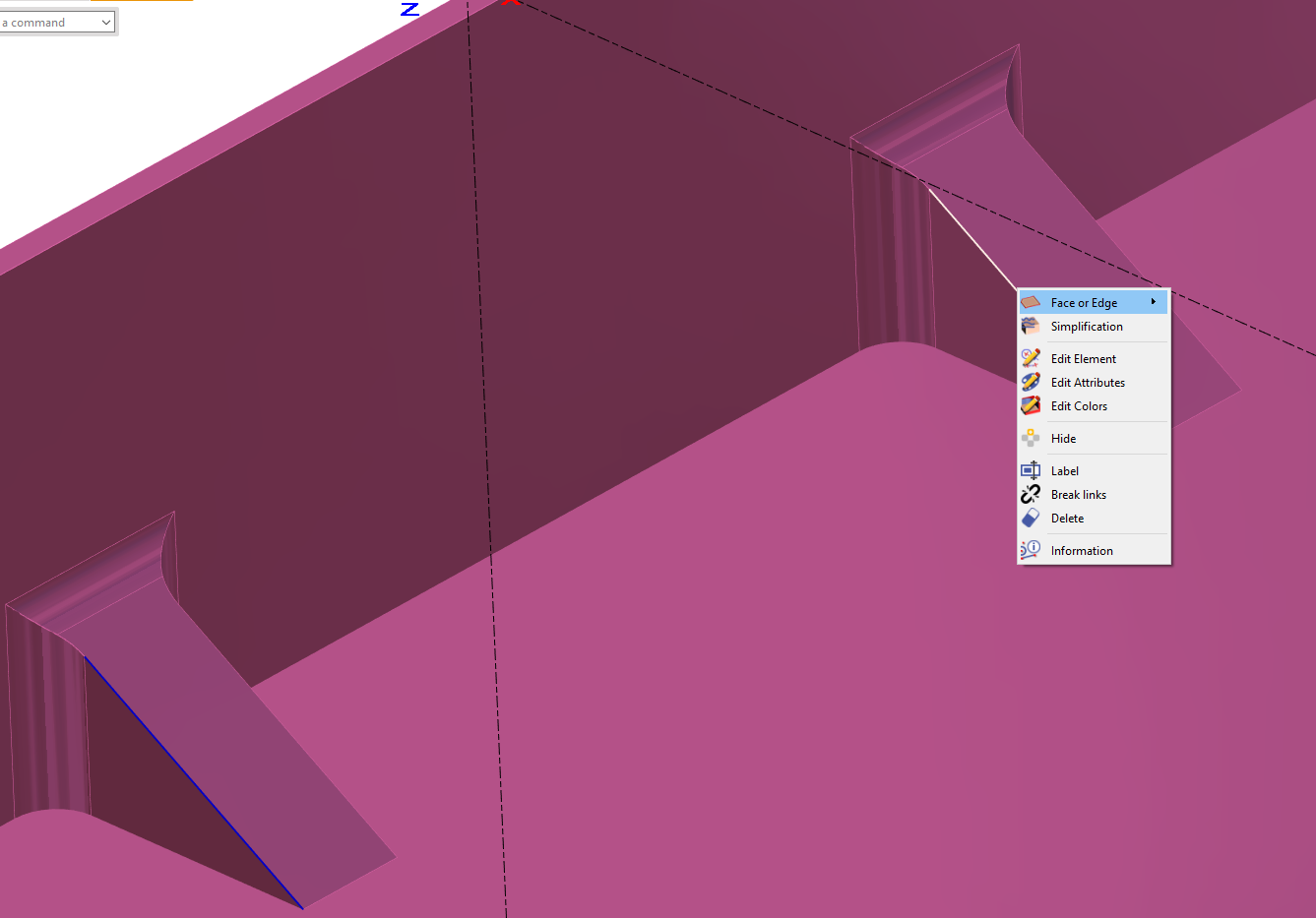
通过绘制或从实体提取来定义线框。这对于为几何选择提供参考至关重要。 |
|
|
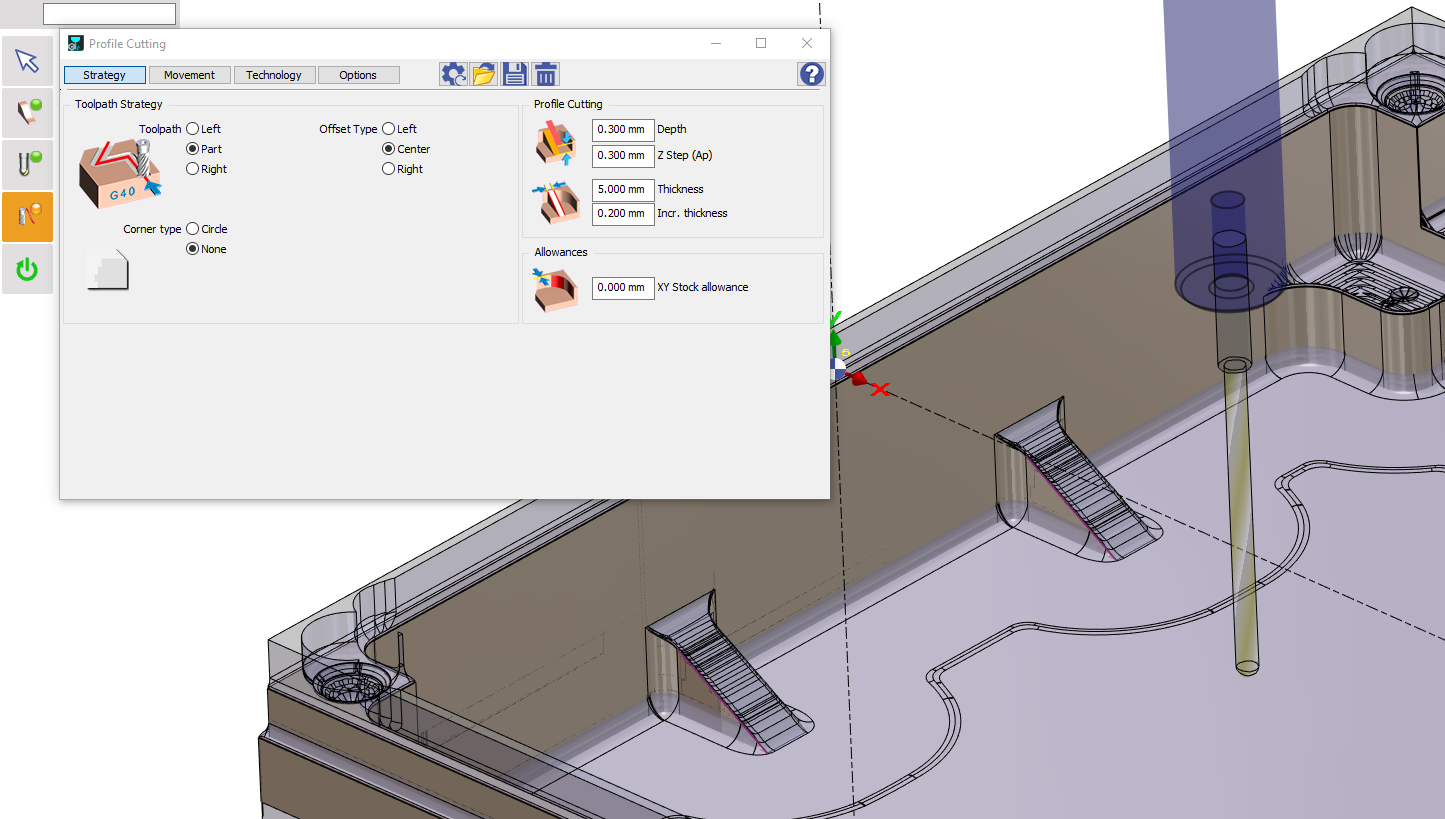
最后,在“特定”选项卡下定义轮廓切割循环。选择提取的边作为轮廓,定义刀具和轮廓切割策略并计算。 在这种情况下,剩余材料的深度和步距值设置为相同;0.3mm。这里执行的最小步数是2。 |
|
|
斜度加工如下。
|
|
|
观看下面的视频展示该过程。 
|
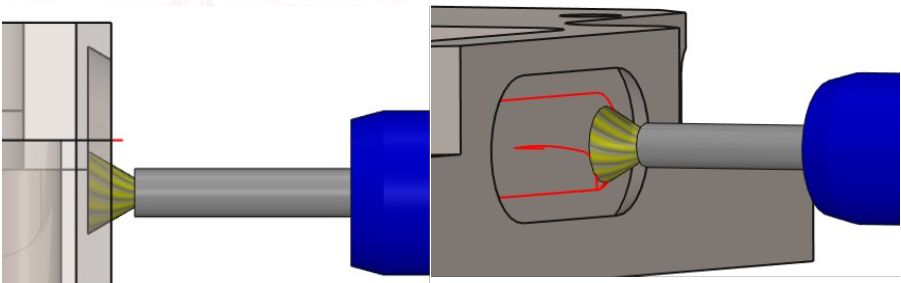
如何一次性加工型腔的锥形侧面?
|
|
GO2cam现在提供了在Pocket操作中使用“反转单角铣刀”的选项。当您选择刀具并继续进行Pocket参数时,请注意,Pocket循环的一些参数将被灰色显示。 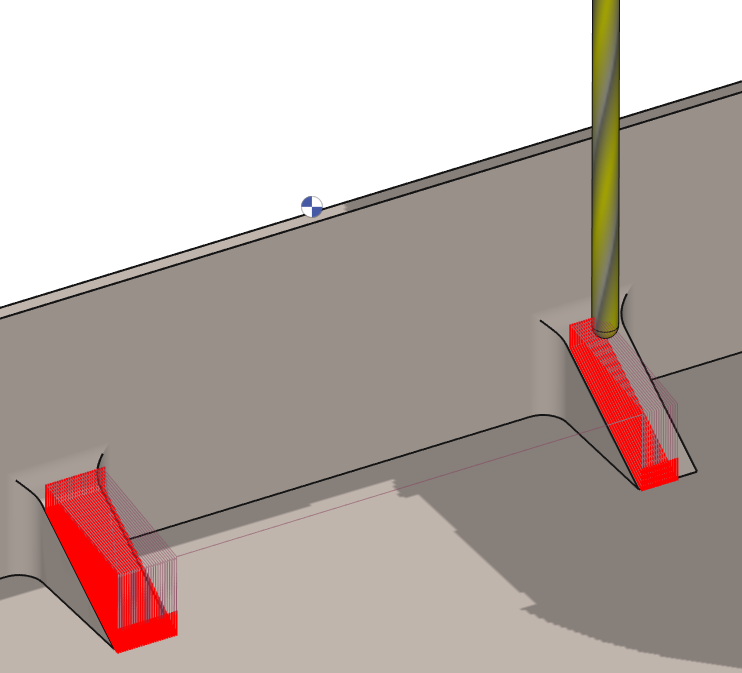
|
Leadin Depth和Leadin Feedrate选项的目的是什么?

|
|
这些选项旨在为钻孔循环提供更多控制,特别是对于倾斜孔。Leadin Depth指定了将使用减速进给(Leadin Feedrate)的初始深度。这可以实现更平稳的启动,并减少刀具断裂或过度磨损的风险,特别是当钻头未完全啮合时。一旦钻头达到Leadin Depth,进给速率将自动增加到指定值。 |
|
常见问题 - 孔 |
|
|
常见问题 - 3轴铣削 |
|
↑ 返回顶部 |