1 Genel Bilgiler
|
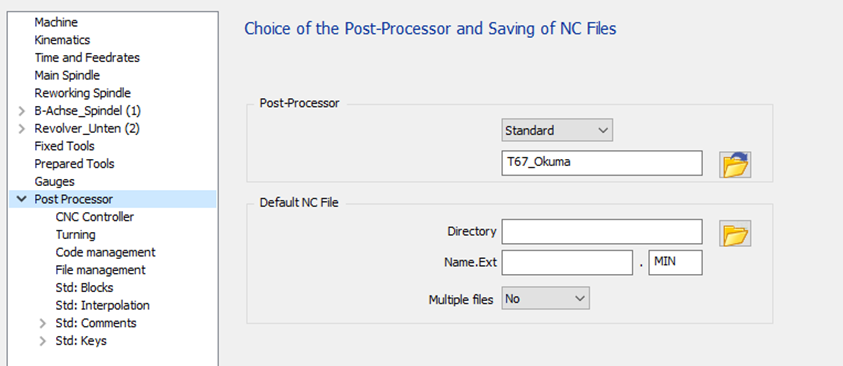
Mevcut tüm seçenekleri yönetmek için standart dört yapılandırma sayfası bulunur:
|
|
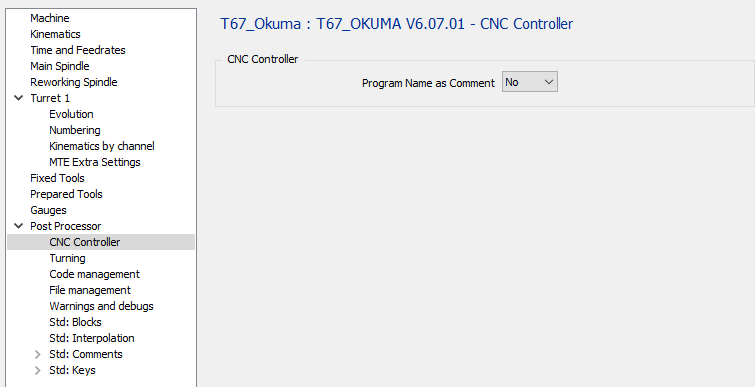
2 CNC Kontrol Ünitesi sayfası
|
2.1 CNC Kontrol Ünitesi - Program Adı yorum olarak
|
Seçenek |
Sonuç |
|
Hayır |
… … M30 % |
|
Evet |
(PARÇA ADI) … … M30 % |
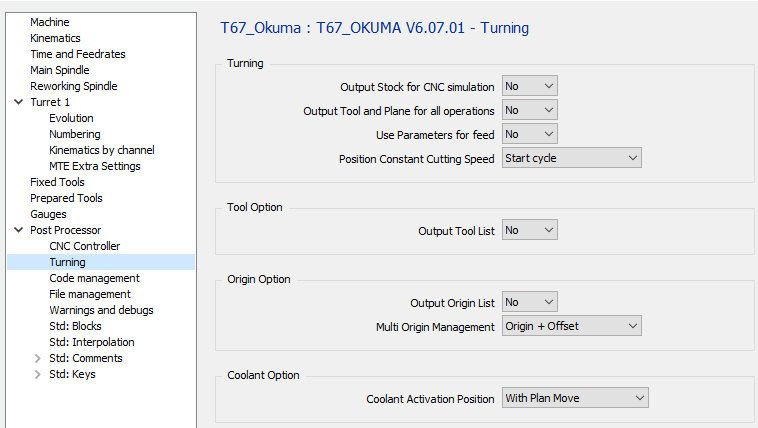
3 Tornalama sayfası
|
3.1 Tornalama – CNC Simülasyonu için Stok Çıktısı
T67_Okuma standart son işlemcisi için stok çıktısı yok.
|
Seçenek |
Sonuç |
|
Hayır |
T0101 … … |
|
Evet |
T0101 … … |
3.2 Tornalama – Tüm işlemler için Takım ve Düzlem Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
O1000 (YÜZEY) TD=010001 M323 G00 X20 Z2 … … (KABA) G00 X20 Z2 … … |
|
Evet |
O1000 (YÜZEY) TD=010001 M323 G00 X20 Z2 … … (KABA) TD=010001 M323 G00 X20 Z2 … … |
3.3 Tornalama – İlerleme için Parametreleri Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Evet |
VSET F1 = 0.1 TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F=F1 … … |
3.4 Tornalama – Sabit Kesme Hızını Konumlandırma
|
Seçenek |
Sonuç |
|
Çevrimi başlat |
TD=010001 M323 G50 S9000 G110 G96 S40 M04 G00 G90 X44.8 Z2.4 … |
|
İşlemeye başla |
TD=010001 M323 G97 S284 M04 G00 G90 X44.8 Z2.4 G50 S9000 G110 G96 S40 M04 G42 G01 G95 Z0. F0.1 … |
3.5 Takım Seçeneği – Takım Listesini Çıktı Al
|
Seçenek |
Sonuç |
|
Hayır |
… TD=010001 M323 … … |
|
Evet |
… (TAKIM LİSTESİ BAŞLANGICI) (T1 CMNG 04) (T2 ...) (T3 ...) (TAKIM LİSTESİ SONU) TD=010001 M323 … … |
3.6 Köken Seçeneği – Köken Listesini Çıktı Al
No output for T67_Okuma standard
3.7 Köken Seçeneği – Çoklu Köken Yönetimi
Standart T67_Okuma için değişiklik yok. Okuma'da çoklu köken yönetimi yok.
|
Seçenek |
Sonuç |
|
Sadece Köken |
… |
|
Köken + Ofset |
… |
B eksenli makine ile:
Köken ofseti, G127 eğimli düzlem fonksiyonu ile G kodu G174 ile çıktı alınır.
3.8 Soğutucu Seçeneği – Soğutucu Aktivasyon Konumu
İkinci ve üçüncü seçenek tornalama işlemi için aynı çıktıyı verecektir.
Canlı takımlar kullanan frezeleme işlemleri için bir fark olacaktır.
|
Seçenek |
Tornalama işlemi |
Frezeleme işlemi (canlı takım) |
|
Mil ile |
… TD=010001 M323 S1000 M03 M08 G00 X15 Z2 … |
… TD=010001 M323 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Düzlem Hareketi ile |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Dalma Hareketi ile |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15. C0 Z2 M08 … |
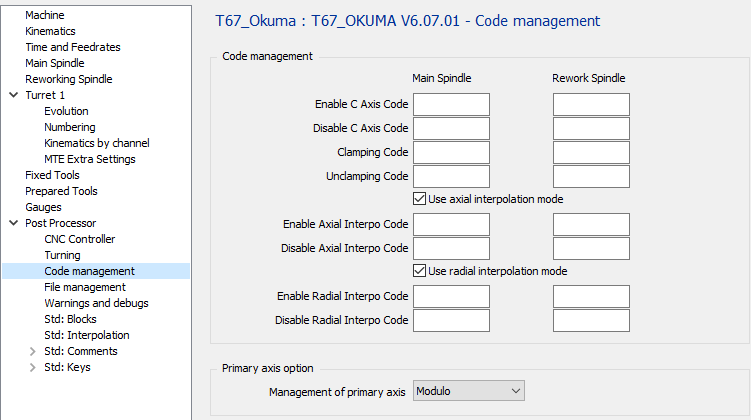
4 Kod yönetimi sayfası
|
4.1 Kod Yönetimi – C Ekseni Kodunu Etkinleştir
Alan boşsa, varsayılan kod M110'dur.
|
Seçenek |
Sonuç |
|
“boş” |
… TD=010001 M323 S1000 M03 G17 M11 0 G28 G90 H0 C10 … |
|
M51 |
… TD=010001 M323 S1000 M03 G17 M51 G28 G90 H0 C10 … |
4.2 Kod Yönetimi – C Ekseni Kodunu Devre Dışı Bırak
Alan boşsa, varsayılan kod M109'dur.
|
Seçenek |
Sonuç |
|
“boş” |
… X200 M109 M09 … |
|
M50 |
… X200 M50 M09 … |
4.3 Kod Yönetimi – Sıkıştırma Kodu
Alan boşsa, varsayılan kod M147'dir.
|
Seçenek |
Sonuç |
|
“boş” |
… C10 M147 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
4.4 Kod Yönetimi – Sıkmayı Açma Kodu
Alan boşsa, varsayılan kod M146'dır.
|
Seçenek |
Sonuç |
|
“boş” |
… G00 Z20 M146 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
4.5 Kod Yönetimi – Eksenel enterpolasyon modunu kullan
Makinede eksenel enterpolasyon çıktısı için kod yoksa, bu ayrıştırılmış olarak yapılabilir.
Takım ofseti kullanılmadığında dairesel enterpolasyon çıktısı olmayacaktır.
|
Seçenek |
Sonuç |

|
Eksenel işlemi enterpolasyon ile çıktı al |

|
Eksenel işlemi ayrıştırılmış olarak çıktı al |
4.6 Kod Yönetimi – Eksenel Enterpo Kodunu Etkinleştir
|
Seçenek |
Sonuç |
|
“boş” |
… G01 Z-5 … |
|
G112 |
… G01 Z-5 G112 … |
4.7 Kod Yönetimi – Eksenel Enterpo Kodunu Devre Dışı Bırak
|
Seçenek |
Sonuç |
|
“boş” |
… G00 Z20 … |
|
G112 |
… G113 G00 Z20 … |
4.8 Kod Yönetimi – Radyal enterpolasyon modunu kullan
Makinede enterpolasyon kullanmak için kod seçeneği yoksa, bu ayrıştırılmış olarak yapılabilir.
Takım ofseti kullanılmadığında dairesel enterpolasyon çıktısı olmayacaktır.
|
Seçenek |
Sonuç |

|
Eksenel işlemi enterpolasyon ile çıktı al |

|
Eksenel işlemi ayrıştırılmış olarak çıktı al |
4.9 Kod Yönetimi – Radyal Enterpo Kodunu Etkinleştir
|
Seçenek |
Sonuç |
|
“boş” |
… … |
|
G107 |
… G107 … |
4.10 Kod Yönetimi – Radyal Enterpo Kodunu Devre Dışı Bırak
|
Seçenek |
Sonuç |
|
“boş” |
… … |
|
G107 |
… G107 C0 … |
4.11 Birincil eksen seçeneği – Birincil eksen yönetimi
|
Seçenek |
Sonuç |
|
Modüler |
… C0 … C359 C0 … |
|
Doğrusal |
… C0 … C359 C360 … |
|
Artımlı |
Makine tarafından yönetilmez. Modüler kullanılacaktır. |
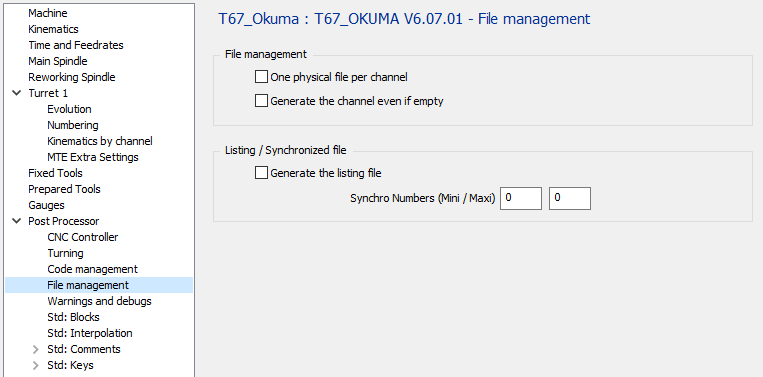
5 Dosya yönetimi sayfası
|
5.1 Dosya Yönetimi – Kanal Başına Bir Fiziksel Dosya
|
Seçenek |
Dosya 1 |
Dosya 2 |
|
|
(İLK KANAL PROGRAMI) … … M30
(İKİNCİ KANAL PROGRAMI) … … M30 |
|
|
|
(İLK KANAL PROGRAMI) … … M30 |
(İKİNCİ KANAL PROGRAMI) … … M30 |
5.2 Dosya Yönetimi – Kanal boş olsa bile oluştur
|
Seçenek |
Sonuç |
|
|
Kanal boşsa program çıktısı olmaz. |
|
|
Kanal boşsa, program çıktı alınır ancak boş olur. (Sadece O1001 ve M30 çıktı alınır) |
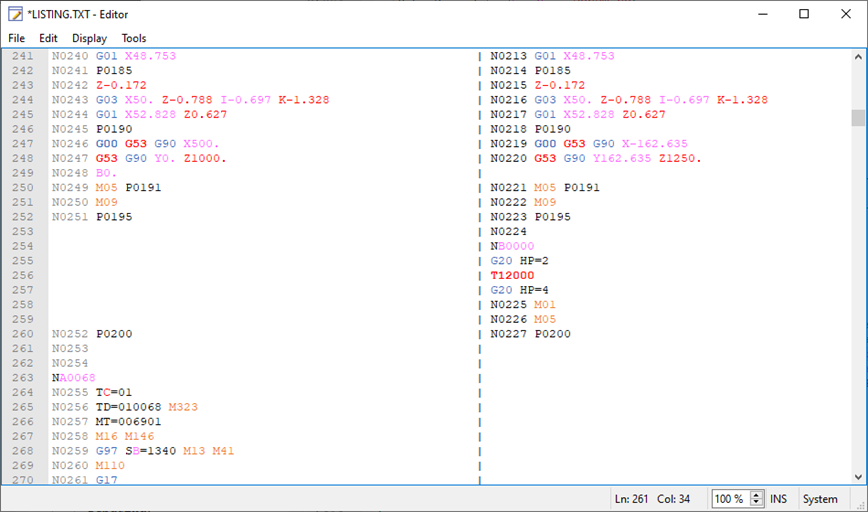
5.3 Listeleme / Senkronize Dosya – Listeleme Dosyasını Oluştur
Listelemeyi çıkarmak için Senkronizasyon Numarası min ve maks değerlerini ayarlamanız gerekir.
|
Seçenek |
Sonuç |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluşturma. |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluştur. |
Listing.TXT adlı dosya geçici olarak oluşturulacak ve gösterilecektir.
|
5.4 Listeleme / Senkronize Dosya – Senkronizasyon Numaraları (Min / Maks)
Senkronizasyon Numaralarını buraya tanımlayın (örneğin 1 – 9000)
Son işlemci, Listing.TXT dosyasını oluşturmak için bu min ve maks değerler arasındaki senkronizasyon numaralarını arayacaktır.
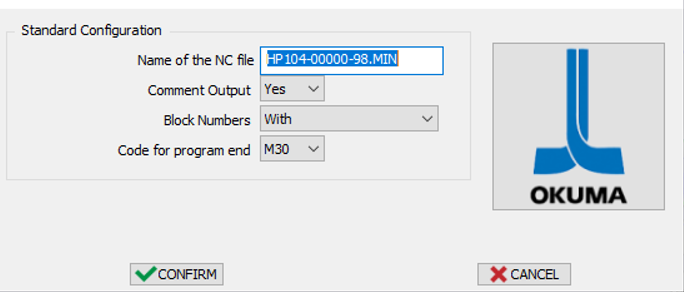
6 Başlatma sayfası
|
6.1 NC Dosyasının Adı
Oluşturulan NC dosyasının Adını buraya tanımlayın.
Uzantı MCF yapılandırmasında tanımlanır.
6.2 Yorum Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… … TD=010001 M323 … … |
|
Evet |
… … (YÜZEY) (CNMG 04) T0101 … … |
6.3 Blok Numaraları
|
Seçenek |
Sonuç |
|
İle |
N0001 TD=010001 M323 N0002 G00 X10 Z20 N0003 Z10 … … N0010 TD=010002 M323 N0011 G00 X20 Z20 N0012 Z10 … … |
|
Olmadan |
TD=010001 M323 G00 X10 Z20 Z10 … … TD=010002 M323 G00 X20 Z20 Z10 … … |
|
Sadece Takım Değişimi |
N0001 TD=010001 M323 G00 X10 Z20 Z10 … … N0002 TD=010002 M323 G00 X20 Z20 Z10 … … |
6.4 Program Sonu Kodu
|
Seçenek |
Sonuç |
|
M30 |
… … … M30 |
|
M02 |
… … … M02 |
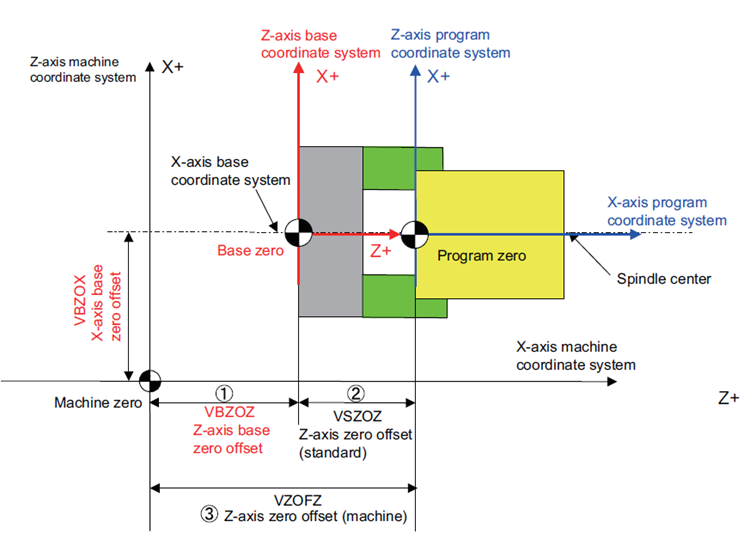
7 Özel bilgiler
7.1 MTE hareketi makine kökeninden
Noktalar makinenin eksen sisteminde verildiği için, eğer 2 taret 180 derecede değilse, taret eksen sisteminde doğru bir değer çıktısı almak için X değerini yeniden hesaplamanız gerekir.
Okuma makinesinde program kökeni kullanımı yoktur. Makine kökeninden sabit noktayı programlamak için makine değişkenlerini kullanarak programlama yapmamız gerekir.
Takım ofsetini de iptal etmemiz gerekir.
Takım ofseti olmadan makine sıfırına göreceli bir Z konumu programlamak için aşağıdaki satırları programlamamız gerekir:
Z=[<Ulaşılacak Z konumu> - VZOFZ – VZSHZ - VETFZ]
X=ABS[<Ulaşılacak X konumu> - VZOFX – VZSHX- VETFX]
VZSHZ, aktif ofsete eklenen mevcut kaymadır.
VETFZ, Z eksenindeki mevcut aktif takım ofsetidir.
|