Genel Bilgiler
|
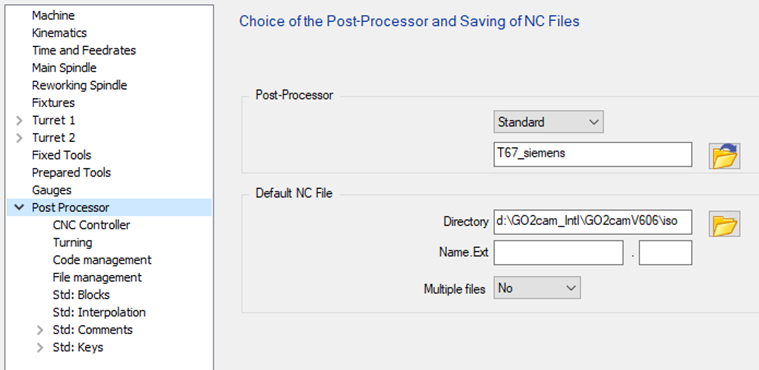
Standart, mevcut tüm seçenekleri yönetmek için dört yapılandırma sayfasına sahiptir:
|
|
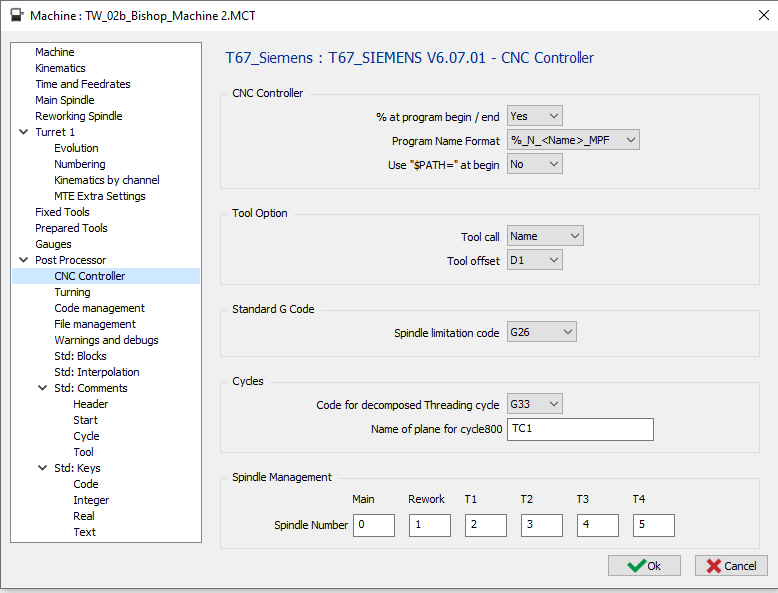
1 CNC Kontrol Ünitesi Sayfası
|
1.1 CNC Kontrol Ünitesi - Program başlangıcı / sonundaki %
|
Seçenek |
Sonuç |
|
Hayır |
N5 G00 G53 Z0 … … M30 |
|
Evet |
% N5 G00 G53 Z0 … … M30 % |
1.2 CNC Kontrol Ünitesi - Program adı formatı
Önceki seçenekte program başlangıcı / sonundaki % devre dışı bırakılmış olsa bile, program adı için ilk 2 seçenek % çıktısı verecektir.
|
Seçenek |
Sonuç |
|
%_N_<isim>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<numara> |
%MPF1 N5 G00 G53 Z0 … … |
|
olmadan |
G00 G53 Z0 … … |
1.3 CNC Kontrol Ünitesi – Başlangıçta “$PATH=” Kullan
Seçenek yalnızca Program Adı Formatı “%_N_<isim>_MPF” olarak ayarlanmışsa kullanılabilir.
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Evet |
%_N_PROG_MPF ;$PATH=/_N_MPF_DIR N5 G00 G53 Z0 … … |
1.4 Takım Seçeneği – Takım Çağrısı
|
Seçenek |
Sonuç |
|
Numara |
… … T01 M06 … … |
|
İsim |
… … T=”CNMG 04” M06 … … (TALAŞ KIRMA ÇEVRİMİ) G83 Z-6 Q2000 F500 G80 … … |
1.5 Takım Seçeneği – Takım Ofseti
|
Seçenek |
Sonuç |
|
D1 |
… T01 D01 M06 … … T02 D01 M06 … |
|
D.. |
… T01 D01 M06 … … T02 D02 M06 … |
1.6 Standart G kodu – Mil Sınırlama Kodu
|
Seçenek |
Sonuç |
|
G26 |
… G26 S2500 … |
|
LIMS |
… LIMS=2500 … |
1.7 Çevrimler – Ayrıştırılmış Tornalama Çevrimi Kodu
Tornalama çevrimi, oluşturucuda “ayrıştırılmış” olarak ayarlanmalıdır.
|
Seçenek |
Sonuç |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
1.8 Mil Yönetimi – Mil Numarası
SETMS fonksiyonu tarafından kullanılacak numarayı burada tanımlayın:
-
Ana : Ana Mil
-
Tekrar İşleme : Tekrar İşleme Mili
-
T1 : Birinci taret
-
T2 : İkinci taret
-
T3 : Üçüncü taret
-
T4 : Dördüncü taret
Numara 0 olarak ayarlanmışsa, SETMS numarasız olarak çıktı verecektir.
|
Seçenek |
Sonuç |
|

|
… ;Ana mili seçin SETMS … … ;Tekrar işleme milini seçin SETMS(1) … … |

|
… ;Ana mili seçin SETMS(5) … … ;Tekrar işleme milini seçin SETMS(6) … … |
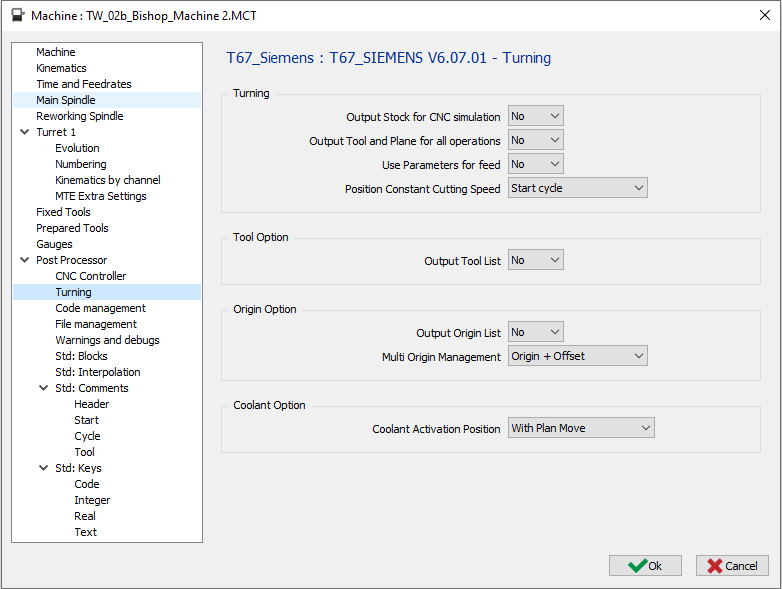
2 Tornalama sayfası
|
2.1 Tornalama – CNC Simülasyonu için Stok Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … … |
|
Evet |
%_N_PROG_MPF N5 WORKPIECE(,"",,"CYLINDER",64,2,-32,-80,30) … … |
2.2 Tornalama – Tüm işlemler için Takım ve Düzlem Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… ;OP 1 TAKIM 1 VE DÜZLEM 1 İLE T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 TAKIM 1 VE DÜZLEM 1 İLE … |
|
Evet |
… ;OP 1 TAKIM 1 VE DÜZLEM 1 İLE T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 TAKIM 1 VE DÜZLEM 1 İLE T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … |
2.3 Tornalama – İlerleme için Parametreleri Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… T01 D01 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Evet |
R21 = 0.1 … T01 D01 G00 X20 Z2 G01 Z-20 G95 F R21 … … |
2.4 Tornalama – Sabit Kesme Hızı Konumu
|
Seçenek |
Sonuç |
|
Çevrimi başlat |
T01 D01 G26 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
İşlemeyi başlat |
T01 D01 G97 S284 M04 G00 G90 X24. Z2.8 G26 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Takım Seçeneği – Takım Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … … |
|
Evet |
%_N_PROG_MPF ;TAKIM LİSTESİ BAŞLANGICI ;T1 CMNG 04 ;T2 ... ;T2 ... ;TAKIM LİSTESİ SONU … … |
2.6 Orijin Seçeneği – Orijin Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
%_N_PROG_MPF … |
|
Evet |
%_N_PROG_MPF ;ORİJİN LİSTESİ BAŞLANGICI ;G54 ;G55 ;... ;ORİJİN LİSTESİ SONU … |
2.7 Orijin Seçeneği – Çoklu Orijin Yönetimi
|
Seçenek |
Sonuç |
|
Yalnızca Orijin |
% O1000 … G54 … |
|
Orijin + Ofset |
% O1000 … G54 TRANS X10 Y20 Z10 … |
MTE Olmadan :
Seçenek her orijin için “Yalnızca Orijin” olarak ayarlanmışsa, farklı bir G kodu, G54, sonra G55, G56… çıktısı verecektir. Bu, CNC tarafından yönetilen orijin sayısıyla sınırlı olduğunuz anlamına gelir. Daha fazla orijin alabiliyorsanız, ikinci seçenek olan “Orijin + Ofset”i kullanmalısınız.
Seçenek “Orijin + Ofset” olarak ayarlanmışsa, yalnızca G54 çıktısı verecek ve TRANS ile ofset yapacaktır.
MTE ile :
Orijin, orijin adında şu sözdizimiyle tanımlanabilir: “$G54_”. Bu, NC programında G54 kullanılacağı anlamına gelir. Tanımlanmış bir kodlanmış ad yoksa, varsayılan orijin G54 çıktısı verecektir.
“Orijin + Ofset” kullanıyorsanız, tüm ofsetler referans düzlem orijininden veya tek bir orijinden hesaplandığı için tüm işlemleriniz için yalnızca bir orijin kullanmalısınız.
Ofsetinizi tanımak için alt çizgi sonrasına istediğiniz metni ekleyebilirsiniz: “$G54_Yukarı”, “$G54_Sağ”, …
5 eksenli makine ile :
Orijin ofseti, çıktı verecek şekilde ayarlanmışsa Cycle800 eğimli düzlem fonksiyonu ile çıktı verir. Bu, TRANS çıktısı olmadığı anlamına gelir.
2.8 Soğutma Seçeneği – Soğutma Aktivasyon Konumu
İkinci ve üçüncü seçenek, tornalama işlemi için aynı çıktıyı verecektir.
Canlı takımlar kullanan frezeleme işlemlerinde bir fark olacaktır.
|
Seçenek |
Tornalama işlemi |
Frezeleme işlemi (canlı takım) |
|
Mil ile |
… T01 D01 M06 S1000 M03 M08 G00 X15 Z2 … … |
… T01 D01 M06 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Düzlem Hareketi ile |
… … T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… … T01 D01 M06 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Dalma Hareketi ile |
… T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… T01 D01 M06 S1000 M03 G00 X15. C0 Z2 M08 … |
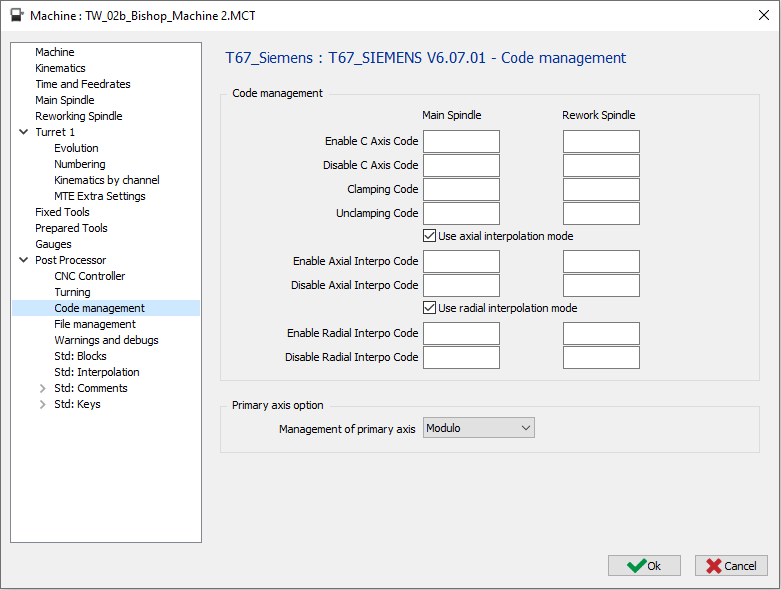
3 Kod yönetimi sayfası
|
3.1 Kod Yönetimi – C Ekseni Kodunu Etkinleştir
|
Seçenek |
Sonuç |
|
“boş” |
… T01 D01 M06 S1000 M03 G17 G28 G90 H0 C10 … |
|
M51 |
… T01 D01 M06 S1000 M03 G17 M51 G28 G90 H0 C10 … |
3.2 Kod Yönetimi – C Ekseni Kodunu Devre Dışı Bırak
|
Seçenek |
Sonuç |
|
“boş” |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Kod Yönetimi – Sıkıştırma Kodu
|
Seçenek |
Sonuç |
|
“boş” |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Kod Yönetimi – Gevşetme Kodu
|
Seçenek |
Sonuç |
|
“boş” |
… G0 Z20 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
3.5 Kod Yönetimi – Eksenel enterpolasyon modunu kullan
Makinede TRANSMIT seçeneği yoksa çıktı ayrıştırılmış olarak yapılabilir.
Dairesel enterpolasyon çıktısı olmayacak, takım ofseti kullanılmayacak.
|
Seçenek |
Sonuç |

|
Eksenel işlemi TRANSMIT ile çıktı ver |

|
Eksenel işlemi ayrıştırılmış olarak çıktı ver |
3.6 Kod Yönetimi – Eksenel Enterpolasyon Kodunu Etkinleştir
Alan boşsa, varsayılan olarak kullanılan kod TRANSMIT olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… G01 Z-5 TRANSMIT … |
|
TRANSMIT(2) |
… G01 Z-5 TRANSMIT(2) … |
3.7 Kod Yönetimi – Eksenel Enterpolasyon Kodunu Devre Dışı Bırak
Alan boşsa, varsayılan olarak kullanılan kod TRAFOOF olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… TRAFOOF G00 Z20 … |
|
TRAFOOF(2) |
… TRAFOOF(2) G00 Z20 … |
3.8 Kod Yönetimi – Radyal enterpolasyon modunu kullan
Makinede TRACYL seçeneği yoksa çıktı ayrıştırılmış olarak yapılabilir.
Dairesel enterpolasyon çıktısı olmayacak, takım ofseti kullanılmayacak.
|
Seçenek |
Sonuç |

|
Eksenel işlemi G107 ile çıktı ver |

|
Eksenel işlemi ayrıştırılmış olarak çıktı ver |
3.9 Kod Yönetimi – Radyal Enterpolasyon Kodunu Etkinleştir
Alan boşsa, varsayılan olarak kullanılan kod TRACYL(…) olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… TRACYL(10.000) … |
|
TRACYL($D,1) |
… TRACYL(10.000,1) … |
3.10 Kod Yönetimi – Radyal Enterpolasyon Kodunu Devre Dışı Bırak
Alan boşsa, varsayılan olarak kullanılan kod TRAFOOF olacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
… TRAFOOF … |
|
TRAFOOF(2) |
… TRAFOOF(2) … |
3.11 Birincil eksen seçeneği – Birincil eksen yönetimi
|
Seçenek |
Sonuç |
|
Modülo |
… C0 … C359 C0 … |
|
Doğrusal |
… C0 … C359 C360 … |
|
Artımlı |
… C0 … C=IC(1) C=IC(1) … |
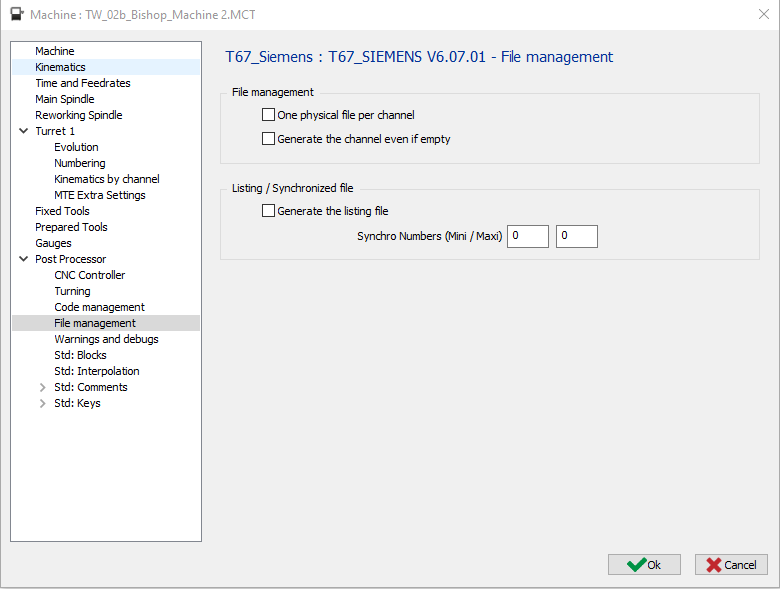
4 Dosya yönetimi sayfası
|
4.1 Dosya Yönetimi – Kanal Başına Bir Fiziksel Dosya
|
Seçenek |
Dosya 1 |
Dosya 2 |
|
|
O1000 (İLK KANAL PROGRAMI) … … M30
O1001 (İKİNCİ KANAL PROGRAMI) … … M30 |
|
|
|
O1000 (İLK KANAL PROGRAMI) … … M30 |
O1001 (İKİNCİ KANAL PROGRAMI) … … M30 |
4.2 Dosya Yönetimi – Kanalı boş olsa bile oluştur
|
Seçenek |
Sonuç |
|
|
Bir kanal boşsa, program çıktısı olmaz. |
|
|
Bir kanal boşsa, program çıktı verilecektir (ancak boş olacaktır. (Sadece O1001 ve M30 çıktı verilecektir) |
4.3 Listeleme / Senkronize Dosya – Listeleme Dosyasını Oluştur
Listelemeyi oluşturmak için Mini ve Maxi Senkronizasyon Numaralarını ayarlamanız gerekir.
|
Seçenek |
Sonuç |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluşturma. |
|
|
Kanallar arasındaki senkronizasyonu görmek için dosyayı oluştur. |
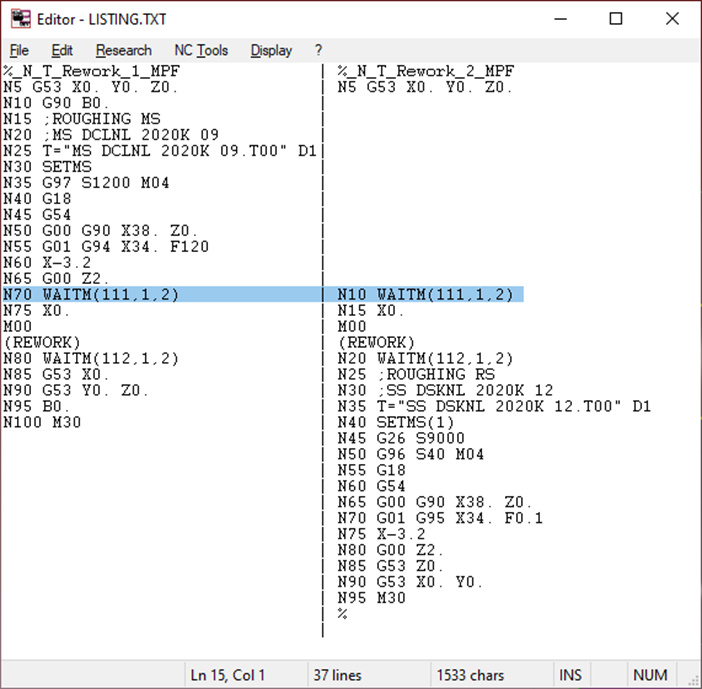
Listing.TXT adında dosya oluşturulacak ve gösterilecektir.
|
Listeleme / Senkronize Dosya – Senkronizasyon Numaraları (Mini / Maxi)
Senkronizasyon Numaralarını burada tanımlayın (örneğin 500 – 540)
Post işlemci, Listing.TXT dosyasını oluşturmak için bu mini ve maxi değerler arasındaki senkronizasyon numaralarını arayacaktır.
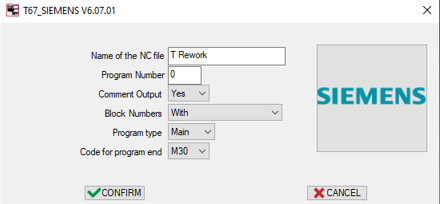
5 Başlatma sayfası
|
5.1 Oluşturulan NC dosyasının Adı: Oluşturulan NC dosyasının Adını burada tanımlayın.
Uzantı MCF yapılandırmasında tanımlanmalıdır.
5.2 Program Numarası: 0 tanımlanmışsa, program Numarası 1 olarak ayarlanacaktır.
|
Seçenek |
Sonuç |
|
0 |
%MPF1 … |
|
“10” |
%MPF10 … |
|
“1234” |
%MPF1234 … |
5.3 Yorum Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… T01 D01 M06 … |
|
Evet |
… ;YÜZEY İŞLEME ;CNMG 04 T01 D01 M06 … |
5.4 Blok Numaraları
|
Seçenek |
Sonuç |
|
İle |
%MPF1 N5 T01 D01 M06 N10 G00 X10 Z20 N15 Z10 … … N50 T02 D02 M06 N55 G00 X20 Z20 N60 Z10 … |
|
Olmadan |
%MPF1 T01 D01 M06 G00 X10 Z20 Z10 … … T02 D02 M06 G00 X20 Z20 Z10 … |
|
Yalnızca Takım Değişimi |
%MPF1 N5 T01 D01 M06 G00 X10 Z20 Z10 … … N10 T02 D02 M06 G00 X20 Z20 Z10 … |
5.5 Program Tipi
|
Seçenek |
Sonuç |
|
Ana |
% MPF1 … … M30 |
|
Alt |
% SPF1 … … M17 |
5.6 Program Sonu Kodu :
|
Seçenek |
Sonuç |
|
M30 |
… M30 % |
|
M02 |
… M02 % |