|
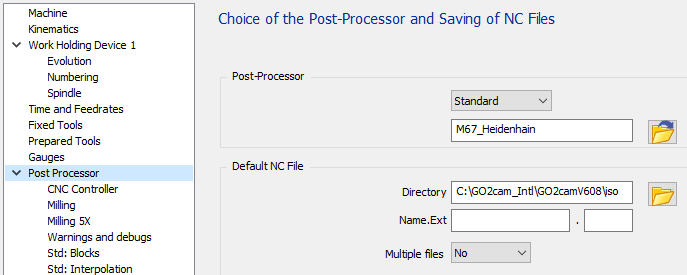
Standart, mevcut tüm seçenekleri yönetmek için üç yapılandırma sayfasına sahiptir: İlk sayfa olan “CNC Controller” CNC seçenekleri hakkındadır. İkinci sayfa “Milling” (Frezeleme), çıktıyı Frezeleme, takımlar, soğutma sıvısı ve orijinler için uyarlamaya olanak tanır. Üçüncü sayfa “Milling” (Frezeleme) 5 eksen parametreleri hakkındadır. |
|
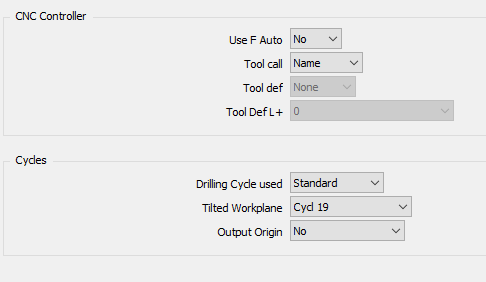
CNC Controller Sayfası
CNC Controller Bölümü
|
F Auto Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1200 … L X0 Y0 FMAX L Z20 F200 … |
|
Evet |
… TAKIM ÇAĞRISI 1 Z S1200 F200 … L X0 Y0 FMAX L Z20 FAUTO … |
Takım Çağrısı
|
Seçenek |
Sonuç |
|
Numara |
… TAKIM ÇAĞRISI 1 Z S1200 … |
|
İsim |
… TAKIM ÇAĞRISI “MILL_D10” Z S1200 … |
Takım Tanımı
|
Seçenek |
Sonuç |
|
Yok |
BAŞLANGIÇ PGM 1 MM … TAKIM ÇAĞRISI 1 Z S1500 … TAKIM ÇAĞRISI 2 Z S2000 … SON PGM 1 |
|
Başlangıç |
BAŞLANGIÇ PGM 1 MM TAKIM TANIMI 1 L+80 R+6 TAKIM TANIMI 2 L+80 R+10 … TAKIM ÇAĞRISI 1 Z S1500 … TAKIM ÇAĞRISI 2 Z S2000 … SON PGM 1 |
|
Takım |
BAŞLANGIÇ PGM 1 MM … TAKIM TANIMI 1 L+80 R+6 TAKIM ÇAĞRISI 1 Z S1500 … TAKIM TANIMI 2 L+80 R+10 TAKIM ÇAĞRISI 2 Z S2000 … SON PGM 1 |
Çevrim Bölümü
Kullanılan Delme Çevrimi
|
Seçenek |
Sonuç |
|
Standart |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX Z+2. ÇEVRIM TANIMI 1.0 GAGALAMA ÇEVRIM TANIMI 1.1 SET UP +2 ÇEVRIM TANIMI 1.2 DERINLIK -10.412 ÇEVRIM TANIMI 1.3 GAGALAMA +10.412 ÇEVRIM TANIMI 1.4 BEKLEME +0 ÇEVRIM TANIMI 1.5 F606 ÇEVRIM ÇAĞRISI … |
|
Evrensel |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX ÇEVRIM TANIMI 200 DELME~ Q200=2 ;SET-UP BOŞLUĞU~ Q201=-10.412 ;DERINLIK~ Q206=606.4 ;DALMA İLERLEME HIZI~ Q202=10.412 ;DALMA DERINLIĞİ~ Q210=0 ;ÜSTTE BEKLEME SÜRESİ~ Q203=0 ;YÜZEY KOORDİNATI~ Q204=2 ;2. SET-UP BOŞLUĞU~ Q211=0 ;DERİNLİKTE BEKLEME SÜRESİ~ Q395=0 ;DERİNLİK REFERANSI ÇEVRIM ÇAĞRISI … |
Eğimli İşleme Düzlemi
|
Seçenek |
Sonuç |
|
Çevrim Tanımı 19 |
… ÇEVRIM TANIMI 19.0 ÇALIŞMA DÜZLEMİ ÇEVRIM TANIMI 19.1 A-90. B+0. C+90. L A+Q120 C+Q122 R0 FMAX … |
|
Düzlem Uzaysal |
… DÜZLEM UZAYSAL SPA-90 SPB+0 SPC+90 TORNALAMA MB MAX FMAX SIRALAMA- TABLO DÖNDÜR … |
Çıktı Orijin İşleme Düzlemi
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1500 … |
|
Çevrim Tanımı 7 |
… TAKIM ÇAĞRISI 1 Z S1500 ÇEVRIM TANIMI 7.0 DATUM KAYDIRMA ÇEVRIM TANIMI 7.1 #1 … |
|
Çevrim Tanımı 247 |
… TAKIM ÇAĞRISI 1 Z S1500 ÇEVRIM TANIMI 247 DATUM AYARI~ Q339=1 ;DATUM NUMARASI … |
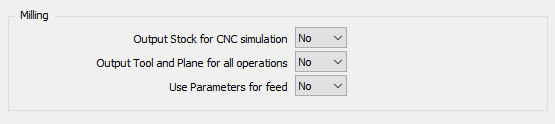
Frezeleme Sayfası
Frezeleme Bölümü
|
CNC Simülasyonu İçin Stok Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
BAŞLANGIÇ PGM 1 MM … |
|
Evet |
BAŞLANGIÇ PGM 1 MM BLOK TANIMI 0.1 Z X-42.5 Y-35 Z-39 BLOK TANIMI 0.2 X+42.5 Y+39 Z+1 … |
Tüm Operasyonlar İçin Takım ve Düzlem Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… ;OP 1 TAKIM 1 VE DÜZLEM 1 İLE TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAYSAL SPA-90 SPB+0 SPC+90 TORNALAMA MB MAX FMAX SIRALAMA- TABLO DÖNDÜR … ;OP 2 TAKIM 1 VE DÜZLEM 1 İLE … |
|
Evet |
… ;OP 1 TAKIM 1 VE DÜZLEM 1 İLE TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAYSAL SPA-90 SPB+0 SPC+90 TORNALAMA MB MAX FMAX SIRALAMA- TABLO DÖNDÜR … ;OP 2 TAKIM 1 VE DÜZLEM 1 İLE TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAYSAL SPA-90 SPB+0 SPC+90 TORNALAMA MB MAX FMAX SIRALAMA- TABLO DÖNDÜR … |
İlerleme İçin Parametreleri Kullan
|
Seçenek |
Sonuç |
|
Hayır |
T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
Evet |
FN 0: Q1 = 200 FN 0: Q2 = 150 T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. FQ2 G1 X.. Y.. FQ1 … |
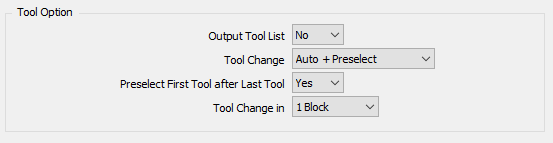
Takım Seçenek Bölümü
|
Takım Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
BAŞLANGIÇ PGM 1 MM … |
|
Evet |
BAŞLANGIÇ PGM 1 MM ;BAŞLANGIÇ TAKIM LİSTESİ ;T1 FREZE UÇ D10 ;T2 MATKAP D8 ;… ;SON TAKIM LİSTESİ … |
Takım Değişimi
|
Seçenek |
Sonuç |
|
Manuel |
… ;FREZE UÇ D10 M0 … |
|
Otomatik |
… ;FREZE UÇ D10 TAKIM ÇAĞRISI 1 Z S1500 … |
|
Otomatik + Ön Seçim |
… ;FREZE UÇ D10 TAKIM ÇAĞRISI 1 Z S1500 TAKIM TANIMI 2 … |
Son Takımdan Sonra İlk Takımı Önceden Seç
|
Seçenek |
Sonuç |
|
Hayır |
;İLK OPERASYON TAKIM ÇAĞRISI 1 Z S1500 TAKIM TANIMI 2 … … ;SON OPERASYON TAKIM ÇAĞRISI 5 Z S1250 … M30 |
|
Evet |
;İLK OPERASYON TAKIM ÇAĞRISI 1 Z S1500 TAKIM TANIMI 2 … … ;SON OPERASYON TAKIM ÇAĞRISI 5 Z S1250 TAKIM TANIMI 1 … M30 |
Takım Değişimi
Bu seçenek çıktıyı etkilemez.
|
Seçenek |
Sonuç |
|
1 Blok |
… TAKIM ÇAĞRISI 1 Z S1500 … |
|
2 Blok |
… TAKIM ÇAĞRISI 1 Z S1500 … |
Orijin Seçenek Bölümü
|
Orijin Listesi Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
BAŞLANGIÇ PGM 1 MM … |
|
Evet |
BAŞLANGIÇ PGM 1 MM ;BAŞLANGIÇ ORİJİN LİSTESİ ;1 ;2 ;SON ORİJİN LİSTESİ … |
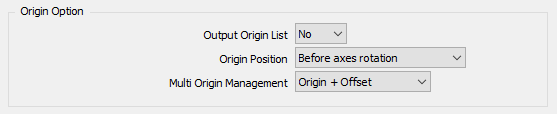
Orijin Konumu
|
Seçenek |
Sonuç |
|
Eksen Döndürmesinden Sonra
|
… TAKIM ÇAĞRISI 1 Z S1500 A90 C90 ÇEVRIM TANIMI 247 DATUM AYARI~ Q339=1 ;DATUM NUMARASI … |
|
Eksen Döndürmesinden Önce |
… TAKIM ÇAĞRISI 1 Z S1500 ÇEVRIM TANIMI 247 DATUM AYARI~ Q339=1 ;DATUM NUMARASI A90 C90 … |
Çoklu Orijin Yönetimi
|
Seçenek |
Sonuç |
|
Sadece Orijin |
… ÇEVRIM TANIMI 247 DATUM AYARI~ Q339=1 ;DATUM NUMARASI … |
|
Orijin + Ofset |
… ÇEVRIM TANIMI 247 DATUM AYARI~ Q339=1 ;DATUM NUMARASI ÇEVRIM TANIMI 7.0 DATUM KAYDIRMA ÇEVRIM TANIMI 7.1 X-50. ÇEVRIM TANIMI 7.2 Y-25. ÇEVRIM TANIMI 7.3 Z-50. … |
MTE Olmadan :
Seçenek, parça üzerinde tanımlanan her orijin için “Sadece Orijin” olarak ayarlanmışsa, farklı bir G kodu, G54, sonra G55, G56… çıktısı vereceğiz. Bu, CNC tarafından yönetilen orijin sayısı ile sınırlı olduğunuz anlamına gelir. Daha fazla orijin alabiliyorsanız, ikinci seçenek olan “Orijin + Ofset”i kullanmalısınız.
“Orijin + Ofset” seçeneği ayarlanmışsa, yalnızca Datum ve ofset çıktısı Cycl def 7 ile verilecektir.
MTE ile :
Orijin, orijinin adında “$1_” sözdizimi ile tanımlanabilir. Bu, NC programında Datum 1'in kullanılacağı anlamına gelir. Tanımlanmış çözümlenmiş bir ad yoksa, varsayılan datum 1 çıktısı verilecektir.
“Orijin + Ofset” kullanıyorsanız, tüm ofsetler referans düzlem orijininden veya tek bir orijinden hesaplandığı için yalnızca bir orijin kullanmalısınız.
Ofsetinizi tanımak için alt çizgi sonrasına herhangi bir metin ekleyebilirsiniz “$1_Yukarı”, “$1_Sağ”, …
5 eksenli makine ile:
Orijin ofseti, eğimli düzlem fonksiyonu ile aynı anda çıktı alınır.
Soğutma Sıvısı Seçenek Bölümü

|
Soğutma Sıvısı Aktivasyon Konumu
“Spindle ile” ve “dalma hareketi ile” seçeneklerini kullanarak aynı sonucu elde edeceğiz.
Soğutma sıvısını ve iş milini aynı anda çıkarmak için M13 kullanılacaktır.
|
Seçenek |
Sonuç |
|
Spindle ile |
… TAKIM ÇAĞRISI 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Düzlem Hareketi ile |
… TAKIM ÇAĞRISI 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Dalma Hareketi ile |
… TAKIM ÇAĞRISI 1 Z S1500 L X.. Y.. M03 FMAX L Z.. M08 FMAX … |
Frezeleme 5X Sayfası
Frezeleme 5X Parametreleri
|
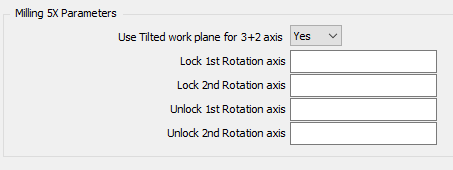
3+2 Eksen İçin Eğimli İşleme Düzlemi Kullan
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1500 C180 A-90 … |
|
Evet |
… TAKIM ÇAĞRISI 1 Z S1500 DÜZLEM UZAYSAL SPA-90 SPB+0 SPC+180 TORNALAMA MB MAX FMAX SIRALAMA- TABLO DÖNDÜR … |
Dönüş Ekseni
|
Seçenek |
Sonuç |
Seçenek |
Sonuç |
|
Kilit 1 ilk Dönüş Ekseni |
Kilit 2 ikinci Dönüş Ekseni |
||
|
boş |
… C180 … |
boş |
… B-90 … |
|
“M10” |
… C180 M10 … |
“M12” |
… B-90 M12 … |
|
Kilidi Aç 1 ilk Dönüş Ekseni |
Kilidi Aç 2 ikinci Dönüş Ekseni |
||
|
boş |
… C180 … |
boş |
… B-90 … |
|
“M11” |
… M11 C180 … |
“M13” |
… M13 B-90 … |
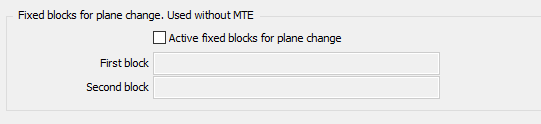
Düzlem Değişimi İçin Sabit Bloklar (MTE'siz Kullanılır)
|
Düzlem değişimi için aktif sabit bloklar
Bu seçenek yalnızca makine yapılandırmasında kinematik tanımlanmamışsa kullanılır.
|
Seçenek |
Sonuç |
|
işaretle |
Tanımlanan sabit bloklar, bir düzlem değişikliği olduğunda çıktı alınacaktır. |
|
işareti kaldır |
Standart bloklar, bir düzlem değişikliği olduğunda çıktı alınacaktır. G0 G91 G28 Z0 |
İlk ve İkinci Blok
Standart çıktıyı önlemek için, sabit blokları etkinleştirmek üzere seçeneği işaretleyin ve ilk ve ikinci blok alanlarını boş bırakın.
|
Seçenek |
Sonuç |
|
Boş |
… … |
|
“G0 Z100” |
… L Z100 FMAX … |
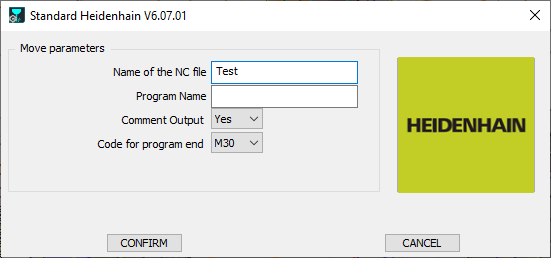
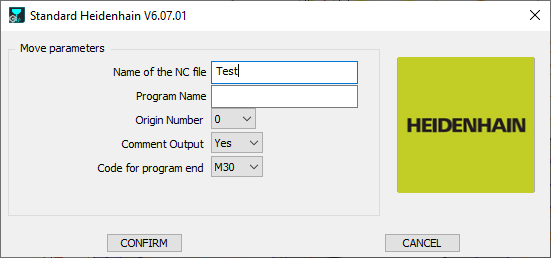
Başlatma Sayfası
|
Makine kinematiği tanımlanmışsa |
Makine kinematiği tanımlanmamışsa |
|
|
NC Dosyasının Adı
Oluşturulan NC dosyasının Adını buraya tanımlayın. Uzantı MCF yapılandırmasında tanımlanmalıdır.
Program Numarası
Hiçbir şey tanımlanmamışsa, program Adı 1 olarak ayarlanacaktır.
|
Seçenek |
Sonuç |
|
“boş” |
BAŞLANGIÇ PGM 1 MM … … SON PGM 1 MM |
|
“PROG” |
BAŞLANGIÇ PGM PROG MM … … SON PGM PROG MM |
Yorum Çıktısı
|
Seçenek |
Sonuç |
|
Hayır |
… TAKIM ÇAĞRISI 1 Z S1500 … |
|
Evet |
… ;ALIN İŞLEME ;FREZE UÇ D12 T1 M6 … |
Orijin Numarası
Bu parametre yalnızca makine dosyasında kinematik tanımlanmamışsa kullanılır. Parametre, NC programında kullanılan ilk orijini tanımlar.
Çoklu orijin işleme parametresi “Sadece Orijin” olarak ayarlanmışsa, bir düzlem değiştiğinde orijin numarası artırılır.
|
Seçenek |
8055'e kadar Sonuç |
|
0 |
13 TAKIM ÇAĞRISI 1 Z S1273 14 ÇEVRIM TANIMI 247 DATUM AYARI~ Q339= 0 ;DATUM NUMARASI… |
|
1 |
13 TAKIM ÇAĞRISI 1 Z S1273 14 ÇEVRIM TANIMI 247 DATUM AYARI~ Q339= 1 ;DATUM NUMARASI |
Program Sonu Kodu
|
Seçenek |
Sonuç |
|
M30 |
… … M30 SON PGM 1 MM |
|
M02 |
… … M02 SON PGM 1 MM |
Özel Bilgiler
Cycl Def 202 Nasıl Çıktı Alınır?
|
Bu çevrim, tek kenarlı bir delik takımı ile raybalama yapmak için kullanılır. Bu çevrim hakkında daha fazla bilgi için Heidenhain kılavuzuna bakın. |
ÇEVRIM TANIMI 202 DELİK AÇMA~ Q200=2 ;SET-UP BOŞLUĞU~ Q201=-50 ;DERINLIK~ Q206=79.6 ;DALMA İLERLEME HIZI~ Q211=0 ;DERİNLİKTE BEKLEME SÜRESİ~ Q208=500 ;GERİ ÇEKİLME İLERLEME HIZI~ Q203=0 ;YÜZEY KOORDİNATI~ Q204=2 ;2. SET-UP BOŞLUĞU~ Q214=2 ;AYIRMA YÖNÜ~ Q336=90 ;İŞ MİLİ AÇISI |
|
Tanımlanacak Operasyon : Raybalama |
|
|
Seçilecek Takım : Tek Kenarlı Delik |
|
|
Parametre |
Ayarla |
|
Q214=2 ;AYIRMA YÖNÜ |
İndeks açısına göre hesaplanır. 0 derece için 0 90 derece için 1 180 derece için 2 270 derece için 3 |
|
Q336=90 ;İŞ MİLİ AÇISI |
İndeks Açısı 0, 90, 180 veya 270'den farklıysa, 0'a zorlanır. |
Cycl Def 208 Nasıl Çıktı Alınır?
|
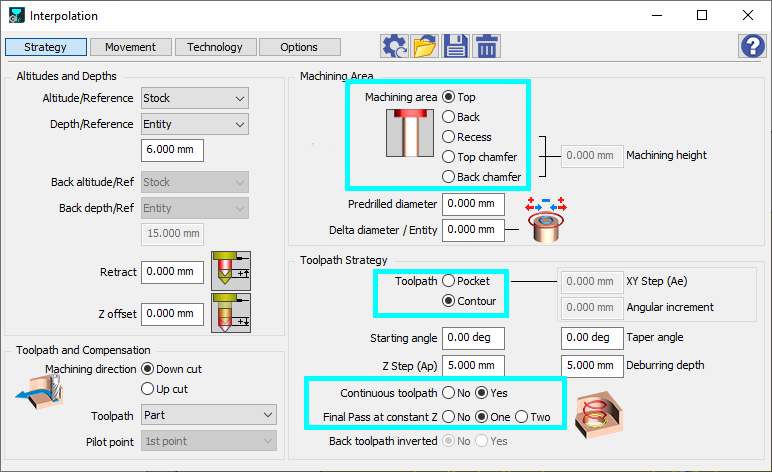
Bu çevrim, bir deliği helis enterpolasyonu ile işlemek için kullanılır. Bu çevrim hakkında daha fazla bilgi için Heidenhain kılavuzuna bakın. |
ÇEVRIM TANIMI 208 FREZE DELME~ Q200=2 ;SET-UP BOŞLUĞU~ Q201=-50 ;DERINLIK~ Q206=1018.4 ;DALMA İLERLEME HIZI~ Q334=5 ;DALMA DERINLIĞİ~ Q203=0 ;YÜZEY KOORDİNATI~ Q204=2 ;2. SET-UP BOŞLUĞU~ Q335=20 ;NOMİNAL ÇAP~ Q342=0 ;KABA İŞLEME ÇAPI~ Q351=1 ;TIRMANMA VEYA YUKARI KESME |
|
Kullanılmak üzere, gpp yapılandırması “Enterpolasyon” için sabit olarak ayarlanmalıdır. Delme çevrimi için seçenek “Evrensel” olarak ayarlanmalıdır. |
|
|
Tanımlanacak Operasyon : “ Enterpolasyon ” |
|
|
Operasyon aşağıdaki parametrelerle tanımlanmalıdır. Biri farklıysa takım yolu ayrıştırılacaktır. |
|