Informations générales
|
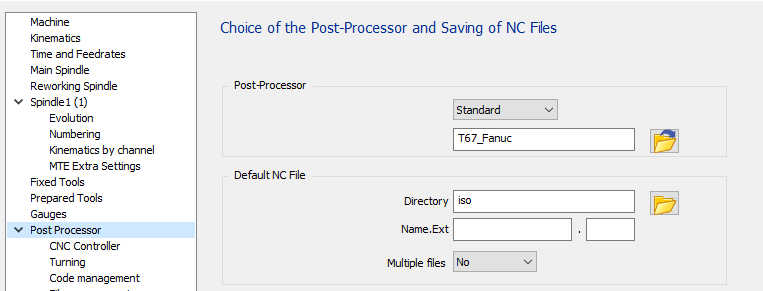
Le standard possède quatre pages de configuration pour gérer toutes les options disponibles :
|
|
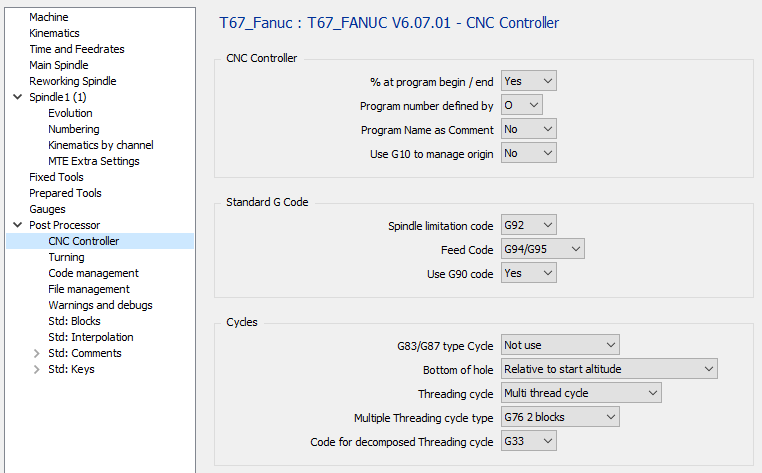
1 Page contrôleur CNC
|
1.1 Contrôleur CNC - % au début / fin de programme
|
Option |
Résultat |
|
Non |
O1000 … … M30 |
|
Oui |
% O1000 … … M30 % |
1.2 Contrôleur CNC - Numéro de programme défini par
|
Option |
Résultat |
|
O |
% O 1000 … … M30 % |
|
: |
% : 1000 … … M30 % |
1.3 Contrôleur CNC - Nom du programme comme commentaire
|
Option |
Résultat |
|
Non |
% O1000 … … M30 % |
|
Oui |
% O1000 (NOM PIECE) … … M30 % |
1.4 Contrôleur CNC – Utiliser G10 pour gérer l'origine
|
Option |
Résultat |
|
Non |
% O1000 … … M30 % |
|
Oui |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … … M30 % |
1.5 Code G standard – Code de limitation broche
|
Option |
Résultat |
|
G92 |
… G92 S2000 G96 S120 M03 … |
|
G50 |
… G50 S2000 G96 S120 M03 … |
1.6 Code G standard – Code d'avance
|
Option |
Résultat |
|
G98/G99 |
… G98 F200 G99 F0.1 … |
|
G94/G95 |
… G94 F200 G95 F0.1 … |
1.7 Code G standard – Utiliser le code G90
|
Option |
Résultat |
|
Oui |
… G90 G00 Z100 … |
|
Non |
… G00 Z100 … |
1.8 Cycles – Cycle type G83/G87
Vous pouvez définir ici si vous souhaitez utiliser le cycle de perçage avec ébavurage ou brise copeaux dans les directions axiale et radiale. La sélection de cette option se fait sur le contrôleur à l'aide du paramètre 5101 bit 2 (0 pour ébavurage et 1 pour brise copeaux).
|
Option |
Résultat |
|
Non utilisé |
… (CYCLE BRISE COPEAUX) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (CYCLE ÉBAVURAGE) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
Brise copeaux |
… (CYCLE BRISE COPEAUX) G83 Z-6 Q2000 F500 G80 … … (CYCLE ÉBAVURAGE) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
Ébavurage |
… (CYCLE BRISE COPEAUX) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (CYCLE ÉBAVURAGE) G83 Z-6 Q2000 F500 G80 … |
3.9 Cycles – Fond de trou
Définit comment l'altitude de fin de trou est sortie pour les outils coupants.
|
Option |
Résultat |
|
Relatif à l'altitude de départ |
… Z15 G83 Z-25 … |
|
Absolu |
… Z15 G83 Z-10 … |
1.10 Cycles – Cycle de filetage
|
Option |
Résultat |
|
Cycle de filetage multiple |
Voir ici l'option suivante pour le cycle de filetage multiple |
|
G92 |
… G92 X39 Z-43 G00 Z3 G92 X38 Z-43 G00 Z3 … |
|
G78 |
… G78 X39 Z-43 G00 Z3 G78 X38 Z-43 G00 Z3 … |
|
G21 |
… G21 X39 Z-43 G00 Z3 G21 X38 Z-43 G00 Z3 … |
1.11 Cycles – Type de cycle de filetage multiple
|
Option |
Résultat |
|
G76 2 Blocs |
… G76 P010060 Q500 R100 G76 X35.356 Z-43 P2.322 Q500 F3.5 … |
|
G76 1 Bloc |
… G76 X35.356 Z-43 P1 K2.322 A60 D0.5 F3.5 … |
|
G78 2 Blocs |
… G78 P010060 Q500 R100 G78 X35.356 Z-43 P2.322 Q500 F3.5 … |
1.12 Cycles – Code pour cycle de filetage décomposé
Le cycle de filetage doit être réglé sur « décomposé » dans le Générateur.
|
Option |
Résultat |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
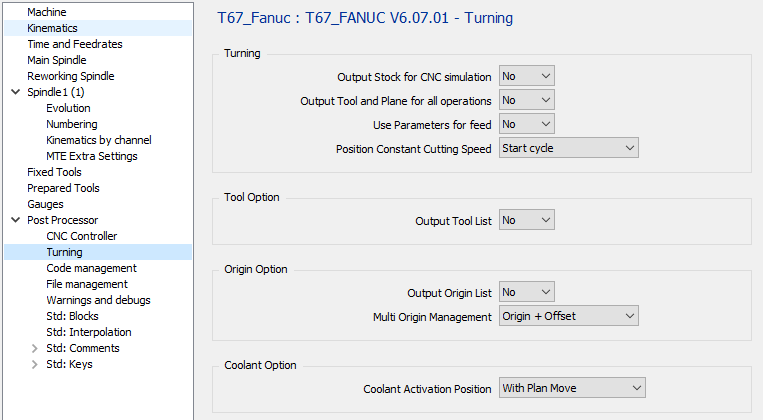
2 Page tournage
|
2.1 Tournage – Sortie brut pour simulation CNC
|
Option |
Résultat |
|
Non |
O1000 T0101 … … |
|
Oui |
O1000 G1901 D40.0 E20.0 L40.0 K0.0 T0101 … … |
2.2 Tournage – Sortie outil et plan pour toutes les opérations
|
Option |
Résultat |
|
Non |
O1000 (BALAYAGE) T0101 G2 X20 Z2 … … (ÉBAUCHE) G00 X20 Z2 … … |
|
Oui |
O1000 (BALAYAGE) T0101 G00 X20 Z2 … … (ÉBAUCHE) T0101 G00 X20 Z2 … … |
2.3 Tournage – Utiliser les paramètres pour l'avance
|
Option |
Résultat |
|
Non |
… T0101 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Oui |
#1 = 0.1 T0101 G00 X20 Z2 G01 Z-20 G95 F#1 … … |
2.4 Tournage – Vitesse de coupe constante de position
|
Option |
Résultat |
|
Début cycle |
T0101 G92 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
Début usinage |
T0101 G97 S284 M04 G00 G90 X24. Z2.8 G92 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Option outil – Sortie liste outils
|
Option |
Résultat |
|
Non |
O1000 T0101 … … |
|
Oui |
O1000 (DÉBUT LISTE OUTILS) (T1 CMNG 04) (T2 ...) (T2 ...) (FIN LISTE OUTILS) T0101 … … |
2.6 Option origine – Sortie liste origines
|
Option |
Résultat |
|
Non |
O1000 T0101 … … |
|
Oui |
O1000 (DÉBUT LISTE ORIGINES) (G54) (...) (FIN LISTE ORIGINES) T0101 … … |
2.7 Option origine – Gestion multi origines
|
Option |
Résultat |
|
Origine seule |
% O1000 … G54 … |
|
Origine + Décalage |
% O1000 … G54 G52 X10 Y20 Z10 … |
Sans MTE :
Si l'option est réglée sur « Origine seule » pour chaque origine définie sur la pièce, nous sortirons un code G différent, G54, puis G55, G56… Cela signifie que vous êtes limité par le nombre d'origines gérées par la CN. Si vous pouvez avoir plus d'origines, vous devez utiliser la deuxième option « Origine + Décalage »
Si l'option est réglée sur « Origine + Décalage », vous n'utiliserez qu'une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir de l'origine du plan de référence ou de l'origine unique.
Avec MTE :
L'origine peut être définie dans le nom de l'origine avec la syntaxe suivante « $G54_ ». Cela signifie que G54 sera utilisé dans le programme CN. S'il n'y a pas de nom décodé défini, il sortira l'origine par défaut G54.
Si vous utilisez « Origine + Décalage », vous devez utiliser une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir du plan de référence ou de l'origine unique.
Vous pouvez ajouter n'importe quel texte après le tiret bas pour reconnaître votre décalage « $G54_Up », « $G54_Right », …
Avec machine axe B :
Le décalage d'origine est sorti avec la fonction de plan incliné G68.2 s'il est défini pour être sorti. Cela signifie qu'aucun G52 ne sera sorti.
2.8 Option arrosage – Position d'activation de l'arrosage
La deuxième et la troisième option donneront la même sortie pour les opérations de tournage.
Il y aura une différence pour les opérations de fraisage utilisant des outils coupants.
|
Option |
Opération de tournage |
Opération de fraisage (outil coupant) |
|
Avec broche |
… T0101 S1000 M03 M08 G0 X15 Z2 … … |
… T0101 S1000 M03 M08 G0 X15 C0 Z2 … |
|
Avec déplacement de plan |
… … T0101 S1000 M03 G0 X15 Z2 M08 … … |
… … T0101 S1000 M03 G0 X15 C0 M8 Z2 … |
|
Avec déplacement de plongée |
… T0101 S1000 M03 G0 X15 Z2 M08 … … |
… T0101 S1000 M03 G0 X15. C0 Z2 M8 … |
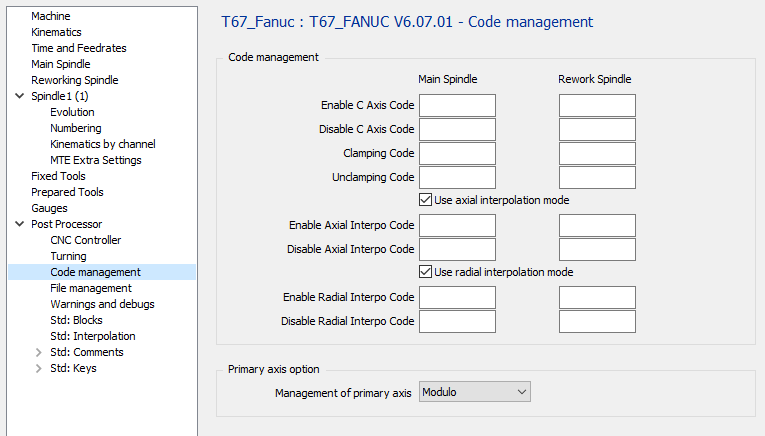
3 Page gestion du code
|
3.1 Gestion du code – Activer le code axe C
|
Option |
Résultat |
|
« vide » |
… T0101 S1000 M3 G17 G28 G90 H0 C10 … |
|
M51 |
… T0101 S1000 M3 G17 M51 G28 G90 H0 C10 … |
3.2 Gestion du code – Désactiver le code axe C
|
Option |
Résultat |
|
« vide » |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Gestion du code – Code de bridage
|
Option |
Résultat |
|
« vide » |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Gestion du code – Code de débridage
|
Option |
Résultat |
|
« vide » |
… G00 Z20 C10 … |
|
M11 |
… G00 Z20 M11 C10 … |
3.5 Gestion du code – Utiliser le mode d'interpolation axiale
Si la machine n'a pas l'option G112 ou G12.1, la sortie peut être faite en décomposé.
Aucune interpolation circulaire ne sera générée, n'utilisez pas le décalage d'outil
|
Option |
Résultat |

|
Sortie opération axiale avec G112 |

|
Sortie opération axiale décomposée |
3.6 Gestion du code – Activer le code d'interpolation axiale
Si le champ est vide, le code utilisé par défaut sera G12.1
|
Option |
Résultat |
|
« vide » |
… G01 Z-5 G12.1 … |
|
G112 |
… G01 Z-5 G112 … |
3.7 Gestion du code – Désactiver le code d'interpolation axiale
Si le champ est vide, le code utilisé par défaut sera G13.1
|
Option |
Résultat |
|
« vide » |
… G13.1 G00 Z20 … |
|
G113 |
… G113 G00 Z20 … |
3.9 Gestion du code – Activer le code d'interpolation radiale
Si le champ est vide, le code utilisé par défaut sera G07.1
|
Option |
Résultat |
|
« vide » |
… G07.1 C100 … |
|
G107 |
… G107 C100 … |
3.10 Gestion du code – Désactiver le code d'interpolation radiale
Si le champ est vide, le code utilisé par défaut sera G07.1
|
Option |
Résultat |
|
« vide » |
… G07.1 C0 … |
|
G107 |
… G107 C0 … |
3.11 Option axe primaire – Gestion de l'axe primaire
|
Option |
Résultat |
Modulo |
… C0 … C359 C0 … |
Linéaire |
… C0 … C359 C360 … |
Incrémentiel |
… C0 … H1 H1 … |
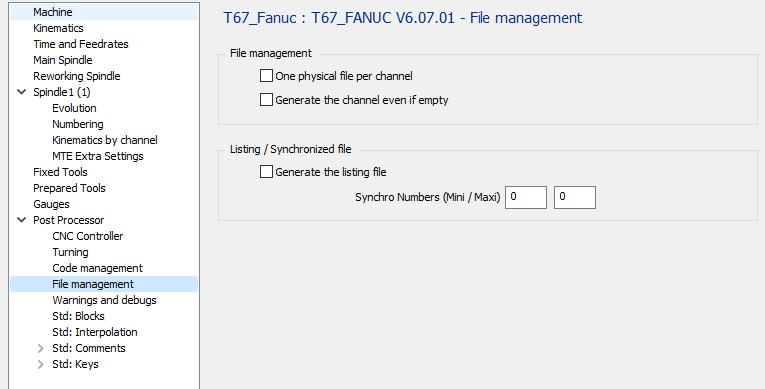
4 Page gestion des fichiers
|
4.1 Gestion des fichiers – Un fichier physique par canal
|
Option |
Fichier 1 |
Fichier 2 |
|
|
O1000 (PROGRAMME PREMIER CANAL) … … M30
O1001 (PROGRAMME DEUXIÈME CANAL) … … M30 |
|
|
|
O1000 (PROGRAMME PREMIER CANAL) … … M30 |
O1001 (PROGRAMME DEUXIÈME CANAL) … … M30 |
4.2 Gestion des fichiers – Générer le canal même s'il est vide
|
Option |
Résultat |
|
|
Si un canal est vide, aucune sortie du programme |
|
|
Si un canal est vide, le programme sera généré (mais vide (Seulement O1001 et M30 seront générés) |
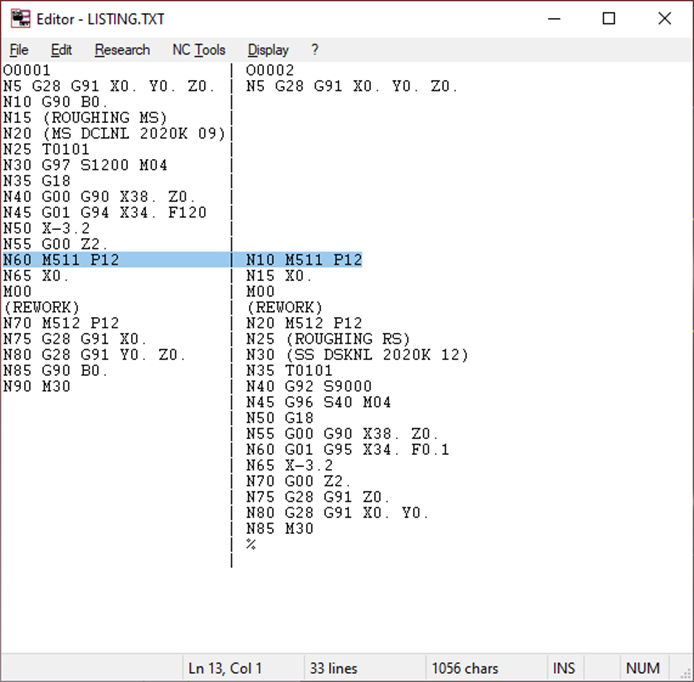
4.3 Listing / Synchronized File – Generate the Listing File
Vous devez définir le numéro de synchronisation mini & maxi pour générer la liste
|
Option |
Résultat |
|
|
Ne pas générer le fichier pour voir la synchronisation entre les canaux. |
|
|
Générer le fichier pour voir la synchronisation entre les canaux. |
Le fichier nommé Listing.TXT sera généré temporairement et affiché.
|
-
Fichier de liste / synchronisé – Numéros de synchronisation (Mini / Maxi)
Définissez ici les numéros de synchronisation (par exemple 500 – 540)
Le post-processeur recherchera les numéros de synchronisation entre ces valeurs mini et maxi pour générer le fichier Listing.TXT.
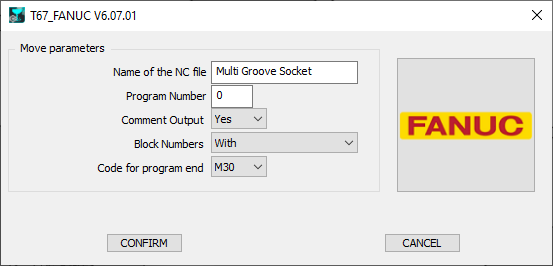
5 Page de lancement
|
5.1 Nom du fichier CN : Définissez ici le Nom du fichier CN généré.
L'extension doit être définie dans la configuration MCT.
5.2 Numéro de programme : Si 0 est défini, le numéro de programme sera réglé sur 1.
|
Option |
Résultat |
0 |
% O0001 … … |
“10” |
% O0010 … … |
“1234” |
% O1234 … … |
5.3 Sortie commentaire :
|
Option |
Résultat |
|
Non |
… … T0101 … … |
|
Oui |
… … (BALAYAGE) (CNMG 04) T0101 … … |
5.4 Numéros de bloc :
|
Option |
Résultat |
|
Avec |
O1000 N5 T0101 N10 G00 X10 Z20 N15 Z10 … … N50 T0202 N55 G00 X20 Z20 N60 Z10 … … |
|
Sans |
O1000 T0101 G00 X10 Z20 Z10 … … T0202 G00 X20 Z20 Z10 … … |
|
Changement d'outil seulement |
O1000 N5 T0101 G00 X10 Z20 Z10 … … N10 T0202 G00 X20 Z20 Z10 … … |
5.5 Code de fin de programme :
|
Option |
Résultat |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |