|
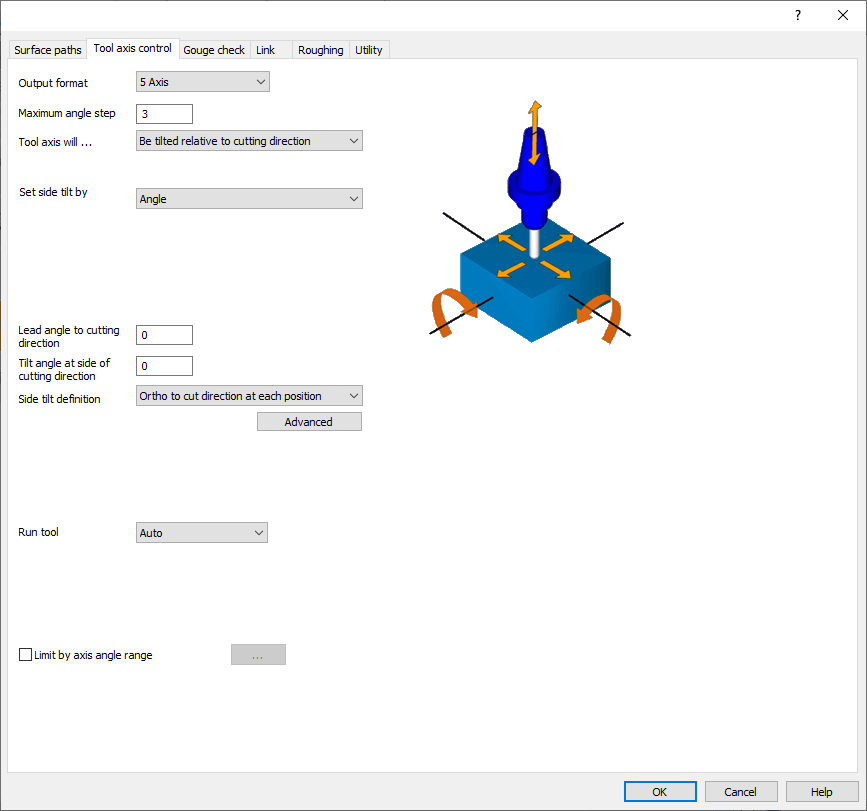
Diese Registerkarte enthält die Parameter und Einstellungen zur Steuerung der Neigung und Führung des Werkzeugs in Bezug auf das Teil, um Kollisionen zu vermeiden. Die verschiedenen Parameter werden nachfolgend kurz erläutert. |
|
|
Ausgabeformat |
Dieser Parameter legt das Ausgabeformat für die 3-, 4- oder 5-Achsen-Bearbeitung fest. Die Ausgabe für die 5-Achsen-Bearbeitung nutzt die volle Freiheit des Neigungsbereichs. Diese Freiheit ist für die 4-Achsen-Bearbeitung auf 1 Grad und für die 3-Achsen-Bearbeitung auf 2 Grad begrenzt. Für die 4-Achsen-Ausgabe wird der Anteil der 5. Achse auf die ausgewählte 4. Achse zurückprojiziert. Für die 3-Achsen-Ausgabe wird der Anteil der 4. und 5. Achse auf die ausgewählte 3-Achsen-Bearbeitungsrichtung zurückprojiziert. Dieser Parameter beeinflusst das Verhalten des Werkzeugkontakts. |
|
Maximaler Winkel-Schritt |
Diese Option legt die maximal zulässige Winkeländerung zwischen zwei aufeinanderfolgenden Werkzeugwegpositionen fest. Die Berechnungseinheit gibt 5-Achsen-Werkzeugwegdaten aus, die die Werkzeugspitzenposition und die Richtung des Werkzeugs enthalten. Die Richtungsvektoren dürfen keine Winkeländerung aufweisen, die größer ist als der hier angegebene Wert. 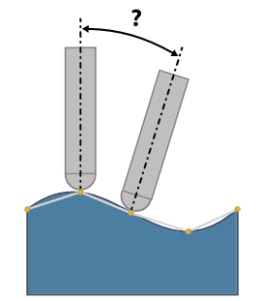
|
|
Werkzeugachse wird… |
Nicht geneigt und bleibt senkrecht zur Oberfläche |
|
Relativ zur Schnittrichtung geneigt |
|
|
Mit dem Winkel geneigt Die Werkzeugachse wird von der Normalenrichtung der Oberfläche zur Neigungsachse geneigt. Die Neigungsachse kann die X-, Y- und Z-Achse oder eine beliebige in der Geometrie erstellte Linie sein. |
|
|
Mit festem Winkel zur Achse geneigt Die Werkzeugachse wird von der Neigungsachse zur Oberflächennormale geneigt. Die Neigungsachse kann die X-, Y- und Z-Achse sein. oder eine beliebige in der Geometrie erstellte Linie. |
|
|
Um die Achse gedreht |
|
|
Durch Punkt geneigt Die Werkzeugachse zeigt immer von einem erstellten Punkt in der Geometrie zum Oberflächenpunkt. |
|
|
Durch Kurve geneigt |
|
|
Durch Linien geneigt Die Werkzeugachse wird an gegebenen Neigungslinien ausgerichtet, die als Geometrie ausgewählt werden müssen. |
|
|
Von Kurve weg geneigt |
|
|
Von Punkt weg geneigt |
|
|
Relativ zur Schichtebene des Laufrads geneigt Das Werkzeug bleibt senkrecht zur Bodenfläche des Laufrads. Die Neigung zur Anström- und Abströmseite kann durch einen globalen Anström-/Seitenwinkel und zusätzlich durch einen lokalen Anströmwinkel an der Anströmkante, der Schaufelteilung und der Abströmkante angepasst werden. |
|
|
Relativ zum Kontaktpunkt geneigt |
|
|
Mit festem Winkel zur Oberflächennormale geneigt |
|
|
Werkzeug laufen lassen |
Dieser Parameter definiert den Kontaktpunkt des Werkzeugs und der Antriebsflächen. Optionale Einstellungen:
|
|
Begrenzen nach Achswinkelbereich |
|