|
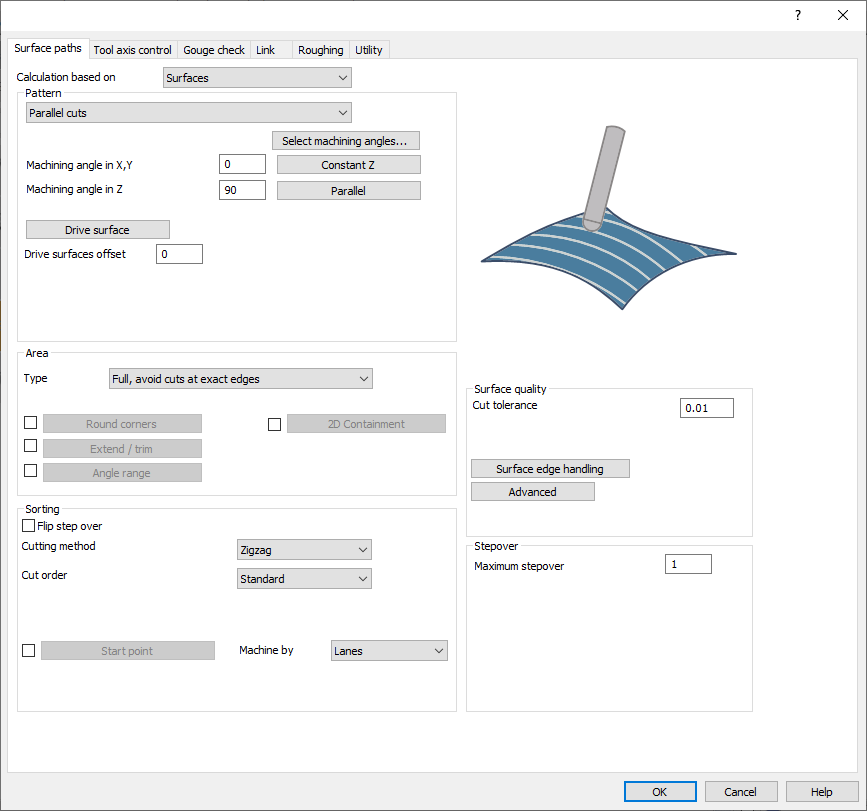
此標籤提供控制刀具路徑類型的參數和設定,以加工所選的驅動曲面。 它分為 4 個部分:
|
|
模式
驅動曲面是從 CAD 模型中選取的曲面,刀具路徑將在此曲面上生成。關鍵因素是曲面的法線方向。刀具路徑在曲面的正面創建,法線指向外部。
驅動曲面偏移是應用於驅動曲面的虛擬偏移,允許您指定要保留的材料或餘量。此偏移會將驅動曲面向所有方向擴展,作為 3D 偏移。
提供多種模式類型以適應各種情況:
|
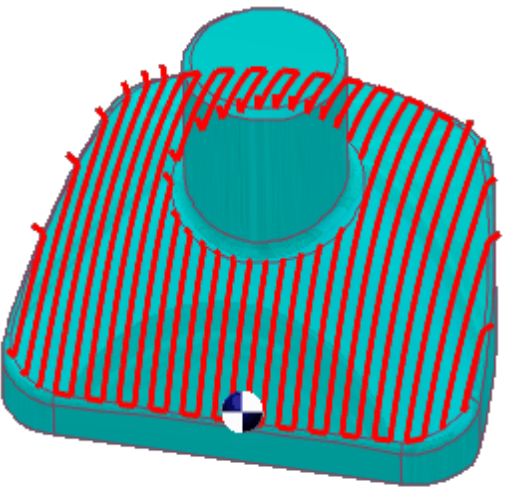
平行切削 |
「平行切削」選項生成相互平行的刀具路徑。切削方向由兩個角度決定:X-Y(繞 Z 軸旋轉切削)和 Z。
|
|
|
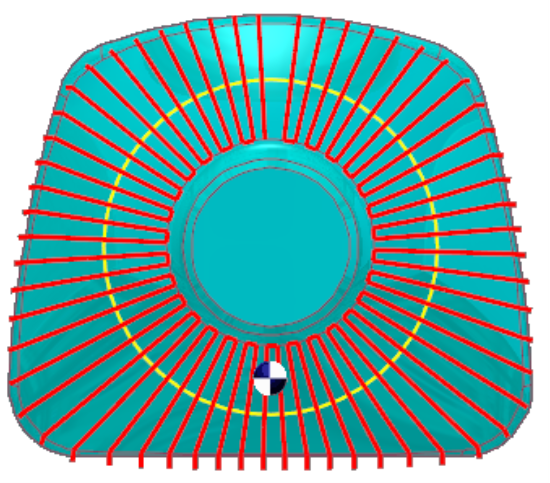
沿曲線切削 |
「沿曲線切削」模式允許使用者創建與驅動曲線垂直的刀具路徑。這意味著如果選取的曲線作為「導引」不是直線,則切削彼此不平行。
|
|
|
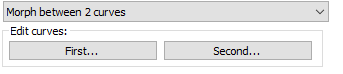
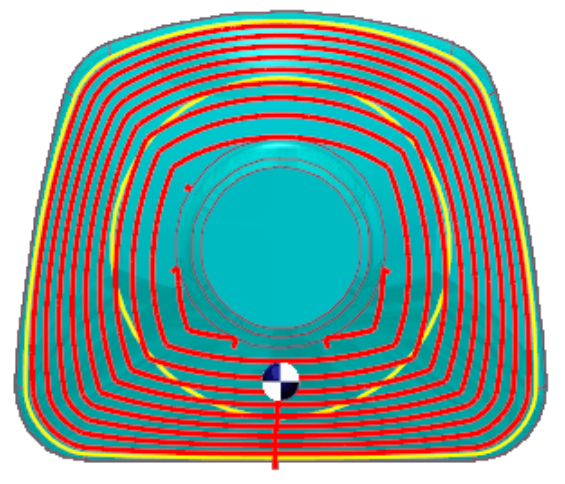
兩曲線間變形 |
此選項在兩個導引曲線之間創建變形刀具路徑,輸入為「第一條」和「第二條」。變形意味著生成的刀具路徑在兩條曲線之間逐漸插值,並均勻分佈在曲面上。此選項非常適合加工斜面區域,例如在製造模具時。
|
|
|
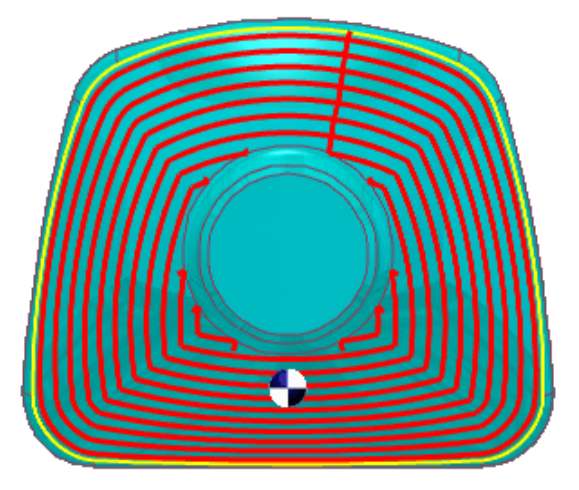
平行多曲線 |
「平行曲線」選項生成與導引曲線平行的刀具路徑段,每個段與前一個段偏移,而不是簡單複製。曲線必須與曲面邊緣精確對齊,最好使用邊緣本身,以確保刀具路徑生成準確。對齊不良的曲線可能導致刀具路徑錯誤。 
|
|
|
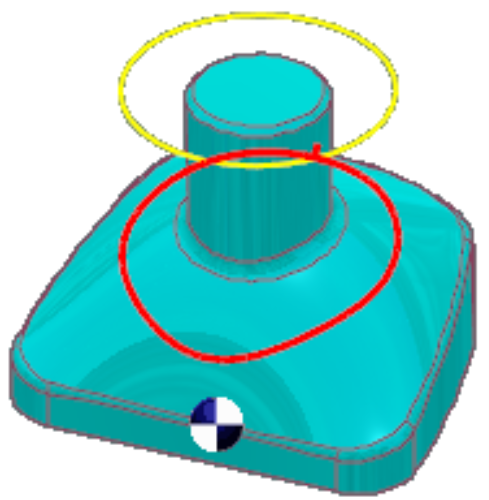
投影曲線 |
此模式允許創建使用者定義曲線或通用模式,並提供 2D 投影(徑向和螺旋)以及 3D 曲線投影(偏移和使用者定義)選項。 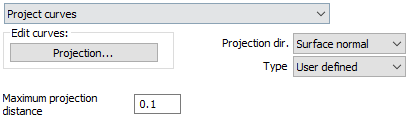
使用者必須指定曲線的投影方向,選項包括:
|
|
|
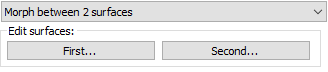
兩曲面間變形 |
此選項在驅動曲面上生成變形刀具路徑,由兩個檢查曲面圍繞。刀具路徑均勻分佈在驅動曲面上,非常適合加工葉輪葉片等複雜形狀。
雙切線:
|

|
|
平行曲面 |
「平行曲面」選項在驅動曲面上創建與導引曲面平行的切削。 對於導引曲面和驅動曲面形成嵌入邊緣的特殊情況,希望刀具與兩個曲面都具有雙切線。 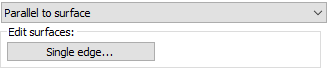
|
|
|
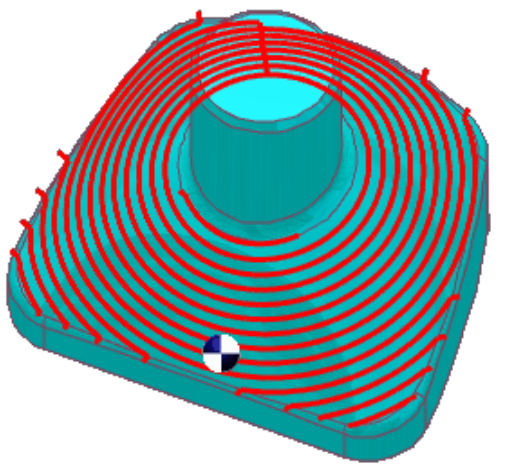
流線 |
流線沿著曲面的短邊或長邊,或沿著 U 或 V 參數化尺寸創建刀具路徑。 主要優點是它不需要額外的邊界幾何圖形,如壁或邊緣曲線。即使在複雜曲面上,它也能保持恆定的最大步距距離,並且計算時間快。 
|
|
區域
-
可用的區域類型如下:
|
全區域,避免在精確邊緣處切削 |
使用此選項,刀具路徑在整個驅動曲面上生成,避開曲面邊緣。第一次切削不精確對齊在曲面邊緣上。計算與邊緣的距離。更改最大步距會相應地更改此值。 |
|
全區域,在精確曲面邊緣開始和結束 |
此選項在整個曲面上生成刀具路徑,並在精確曲面邊緣或最近可能的位置開始和結束。 |
|
通過一個或兩個點限制切削 |
此選項允許您在驅動曲面上的兩個點之間限制加工,因此您只能處理曲面的某些部分。 |
其他參數為:
|
2D 封閉 |
2D 封閉將刀具路徑包含在選取的曲線內。投影軸方向用於將給定曲線投影回零件。然後,刀具路徑將被給定曲線修剪。 注意事項: 2D 輪廓不必精確貼合曲面。它可以延伸到邊緣之外。 您可以使用多個輪廓。 輪廓必須是封閉輪廓。 |
|
角度範圍 |
對於具有倒扣和複雜拓撲的 5 軸零件,淺區和陡區的定義比用於模具製造和 3 軸 CAM 系統的定義更抽象。 The 角度範圍 option allows users to define the areas to be machined by an angle range of the surface normal with respect to a user defined axis. The user has the option to machine everything inside the angle interval or outside the interval. |
|
延伸/修剪 |
使用此選項,您可以延伸或修剪刀具路徑。 在「延伸」情況下,刀具路徑將沿切線方向延伸,並以直線延伸到驅動曲面之外。此直線與最後一個刀具路徑段的方向相同。 在「修剪」情況下,刀具路徑將在其路徑上被修剪。 |
|
圓角 |
此選項可用於在曲面模型中查找小半徑區域和內角。這些區域將從刀具路徑生成中排除。內角可能導致刀具路徑中的「魚尾」或「燕尾」。打開此開關可以移除這些魚尾。此標誌也可以視為圓角生成器。曲面模型沿著刀具路徑段的方向用半徑進行圓角處理,以避免小半徑和內角。應用的半徑是主刀具半徑加上當前餘量。圓角生成獨立於刀具類型和形狀。在大多數情況下,此開關用於球刀、棒棒球刀或帶球頭的錐刀。如果應用側銑(側面切削),則此參數也適用於圓柱刀或環形刀。使用附加半徑,您可以增加曲面模型中的圓角半徑。因此,圓角半徑值是刀具半徑和剩餘餘量加上附加半徑。 |
排序
|
翻轉步距 |
翻轉步距改變切削方向。這可以改變加工方向:
|
|
切削順序 |
切削順序定義切削的順序。
|
|
切削方法 |
使用切削方法定義加工是「單向」、「之字形」還是「螺旋形」。
|
|
單向加工方向 |
此功能定義刀具沿工件移動的方向,取決於機床主軸的旋轉方向。
|
|
分道/分區加工 |
生成的刀具路徑通常具有多個輪廓的拓撲結構,這些輪廓在驅動曲面上按道或區域組織。當刀具路徑在多個區域上生成時,最好獨立加工所有區域。此加工區域模式指示系統按道或按區域進行加工。 |
|
起點 |
起點定義第一次切削和後續切削在驅動曲面上的起始位置。此點可以通過以下方式設定:
|
曲面品質
|
切削公差 |
切削公差是刀具路徑精度的公差。此值是刀具路徑相對於待加工曲面的弦偏差。換句話說,刀具路徑相對於曲面的最大誤差範圍是正負切削公差。 |
|
曲面邊緣處理 |
曲面路徑在單獨的曲面上創建。之後,刀具路徑段合併在一起以創建更長的曲面路徑。合併的決定目前基於合併距離。如果工具路徑切片上的所有工具路徑段都被合併,則檢查是否可以通過連接起點和終點來構建封閉的曲面路徑。相同的合併距離值用於決定此點。因此,距離小於此值的任何曲面路徑都將合併在一起。主要好處是微小的間隙或重疊的驅動曲面不會導致刀具路徑出現意外行為。 |
|
進階 |
加工曲面品質取決於刀具路徑點,這些點隨曲面曲率而變化。更高的曲率需要更多的點才能達到精度。鏈接公差會影響刀具路徑精度,較小的公差會減少誤差但會增加計算時間。步距計算可以是近似的或精確的,這會影響表面精度。自適應切削和同步點可提高精度,但會延長處理時間。 |
步距
定義兩個刀具路徑之間的最大步距距離。它可以被視為兩個留痕波峰之間的距離。步距越低,表面品質越高,但加工時間也會增加。