一般資訊
|
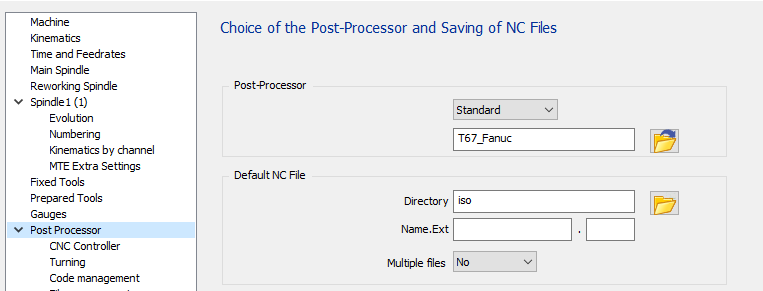
標準配置包含四個頁面來管理所有可用選項:
|
|
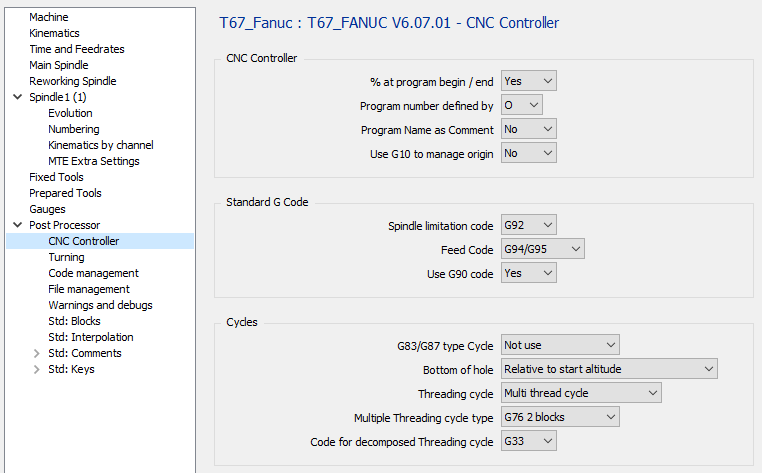
1 CNC 控制器頁面
|
1.1 CNC 控制器 - 程式開始/結束時的 %
|
選項 |
結果 |
|
否 |
O1000 … … M30 |
|
是 |
% O1000 … … M30 % |
1.2 CNC 控制器 - 程式號碼定義方式
|
選項 |
結果 |
|
O |
% O 1000 … … M30 % |
|
: |
% : 1000 … … M30 % |
1.3 CNC 控制器 - 程式名稱作為註解
|
選項 |
結果 |
|
否 |
% O1000 … … M30 % |
|
是 |
% O1000 (零件名稱) … … M30 % |
1.4 CNC 控制器 – 使用 G10 管理原點
|
選項 |
結果 |
|
否 |
% O1000 … … M30 % |
|
是 |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G54.1) … … M30 % |
1.5 標準 G Code – 主軸限制碼
|
選項 |
結果 |
|
G92 |
… G92 S2000 G96 S120 M03 … |
|
G50 |
… G50 S2000 G96 S120 M03 … |
1.6 標準 G Code – 進給碼
|
選項 |
結果 |
|
G98/G99 |
… G98 F200 G99 F0.1 … |
|
G94/G95 |
… G94 F200 G95 F0.1 … |
1.7 標準 G Code – 使用 G90 碼
|
選項 |
結果 |
|
是 |
… G90 G00 Z100 … |
|
否 |
… G00 Z100 … |
1.8 加工循環 – G83/G87 型式循環
您可以在此定義是否要在軸向和徑向方向上使用去毛邊或斷屑鑽孔循環。此選項的選擇透過參數 5101 位元 2 在控制器上進行(0 為去毛邊,1 為斷屑)。
|
選項 |
結果 |
|
未使用 |
… (斷屑循環) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (去毛邊循環) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
斷屑 |
… (斷屑循環) G83 Z-6 Q2000 F500 G80 … … (去毛邊循環) G00 Z5 G01 Z-2 F500 G00 Z5 Z-1.8 G01 Z-4 G00 Z5 Z-3.8 G01 Z-6 G00 Z5 … |
|
去毛邊 |
… (斷屑循環) G00 Z5 G01 Z-2 F500 Z-1.8 Z-4 Z-3.8 Z-6 Z5 … … (去毛邊循環) G83 Z-6 Q2000 F500 G80 … |
3.9 加工循環 – 孔底
定義鑽孔結束高度如何輸出給動力刀具。
|
選項 |
結果 |
|
相對於起始高度 |
… Z15 G83 Z-25 … |
|
絕對 |
… Z15 G83 Z-10 … |
1.10 加工循環 – 螺紋循環
|
選項 |
結果 |
|
多重螺紋循環 |
請參閱以下多重螺紋循環選項 |
|
G92 |
… G92 X39 Z-43 G00 Z3 G92 X38 Z-43 G00 Z3 … |
|
G78 |
… G78 X39 Z-43 G00 Z3 G78 X38 Z-43 G00 Z3 … |
|
G21 |
… G21 X39 Z-43 G00 Z3 G21 X38 Z-43 G00 Z3 … |
1.11 加工循環 – 多重螺紋循環類型
|
選項 |
結果 |
|
G76 2 區塊 |
… G76 P010060 Q500 R100 G76 X35.356 Z-43 P2.322 Q500 F3.5 … |
|
G76 1 區塊 |
… G76 X35.356 Z-43 P1 K2.322 A60 D0.5 F3.5 … |
|
G78 2 區塊 |
… G78 P010060 Q500 R100 G78 X35.356 Z-43 P2.322 Q500 F3.5 … |
1.12 加工循環 – 分解式螺紋循環程式碼
在產生器中將螺紋循環設定為“分解式”。
|
選項 |
結果 |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
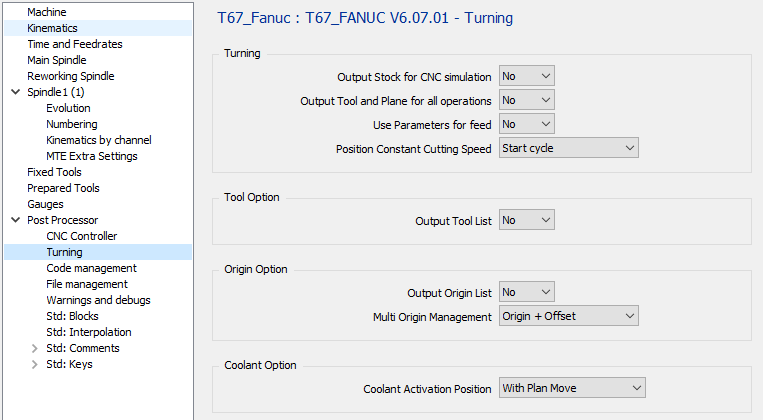
2 車削頁面
|
2.1 車削 – 為 CNC 模擬輸出素材
|
選項 |
結果 |
|
否 |
O1000 T0101 … … |
|
是 |
O1000 G1901 D40.0 E20.0 L40.0 K0.0 T0101 … … |
2.2 車削 – 為所有操作輸出刀具和平面
|
選項 |
結果 |
|
否 |
O1000 (面銑) T0101 G1 X20 Z2 … … (粗銑) G00 X20 Z2 … … |
|
是 |
O1000 (面銑) T0101 G00 X20 Z2 … … (粗銑) T0101 G00 X20 Z2 … … |
2.3 車削 – 使用參數進行進給
|
選項 |
結果 |
|
否 |
… T0101 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
是 |
#1 = 0.1 T0101 G00 X20 Z2 G01 Z-20 G95 F#1 … … |
2.4 車削 – 位置恆定切削速度
|
選項 |
結果 |
|
啟動循環 |
T0101 G92 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
開始加工 |
T0101 G97 S284 M04 G00 G90 X24. Z2.8 G92 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 刀具選項 – 輸出刀具列表
|
選項 |
結果 |
|
否 |
O1000 T0101 … … |
|
是 |
O1000 (起始刀具列表) (T1 CMNG 04) (T2 ...) (T2 ...) (結束刀具列表) T0101 … … |
2.6 原點選項 – 輸出原點列表
|
選項 |
結果 |
|
否 |
O1000 T0101 … … |
|
是 |
O1000 (起始原點列表) (G54) (...) (結束原點列表) T0101 … … |
2.7 原點選項 – 多重原點管理
|
選項 |
結果 |
|
僅原點 |
% O1000 … G54 … |
|
原點 + 偏移 |
% O1000 … G54 G52 X10 Y20 Z10 … |
無 MTE:
如果選項設定為“僅原點”,則針對零件上的每個定義的原點,我們將輸出不同的 G 程式碼,G54,然後是 G55,G56… 這表示您受 CNC 管理的原點數量限制。如果您可以擁有更多原點,則必須使用第二個選項“原點 + 偏移”。
如果選項設定為“原點 + 偏移”,則僅輸出 G54 並使用 G52 進行偏移。
有 MTE:
原點可以在原點名稱中使用以下語法定義:“$G54_”。這表示 G54 將在 NC 程式中使用。如果沒有定義解碼名稱,則輸出預設原點 G54。
如果您使用“原點 + 偏移”,則所有操作必須只使用一個原點,因為所有偏移都是從參考平面原點或單一原點計算的。
您可以在底線後添加任何文字來識別您的偏移量:“$G54_Up”、“$G54_Right”…
對於 B 軸機台:
如果設定輸出,則原點偏移將使用傾斜平面功能 G68.2 輸出。這表示不會輸出 G52。
2.8 冷卻液選項 – 冷卻液啟動位置
第二個和第三個選項對於車削操作將產生相同的輸出。
對於使用動力刀具的銑削操作將存在差異。
|
選項 |
車削操作 |
銑削操作(動力刀具) |
|
使用主軸 |
… T0101 S1000 M03 M08 G1 X15 Z2 … … |
… T0101 S1000 M03 M08 G1 X15 C0 Z2 … |
|
使用平面移動 |
… … T0101 S1000 M03 G1 X15 Z2 M08 … … |
… … T0101 S1000 M03 G1 X15 C0 M8 Z2 … |
|
使用下刀移動 |
… T0101 S1000 M03 G1 X15 Z2 M08 … … |
… T0101 S1000 M03 G1 X15. C0 Z2 M8 … |
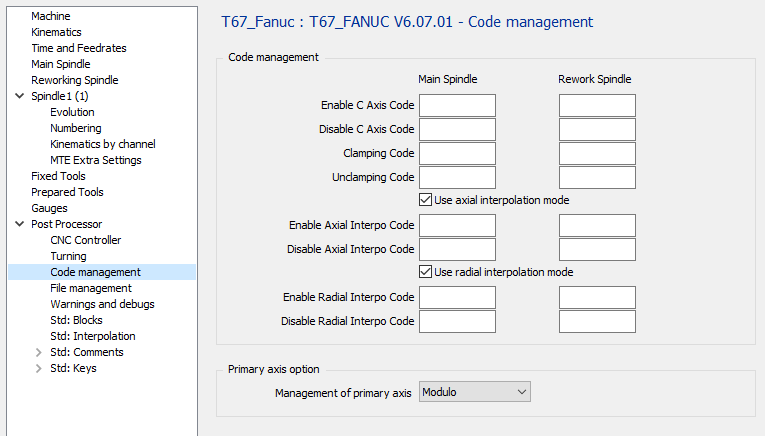
3 程式碼管理頁面
|
3.1 程式碼管理 – 啟用 C 軸程式碼
|
選項 |
結果 |
|
“空白” |
… T0101 S1000 M3 G17 G28 G90 H0 C10 … |
|
M51 |
… T0101 S1000 M3 G17 M51 G28 G90 H0 C10 … |
3.2 程式碼管理 – 停用 C 軸程式碼
|
選項 |
結果 |
|
“空白” |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 程式碼管理 – 夾持程式碼
|
選項 |
結果 |
|
“空白” |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 程式碼管理 – 解除夾持程式碼
|
選項 |
結果 |
|
“空白” |
… G00 Z20 C10 … |
|
M11 |
… G00 Z20 M11 C10 … |
3.5 程式碼管理 – 使用軸向插補模式
如果機台沒有 G112 或 G12.1 選項,則輸出可以分解進行。
不會輸出圓弧插補,不使用刀具偏移。
|
選項 |
結果 |

|
使用 G112 輸出軸向操作 |

|
分解輸出軸向操作 |
3.6 程式碼管理 – 啟用軸向插補程式碼
如果欄位為空白,則預設使用的程式碼為 G12.1
|
選項 |
結果 |
|
“空白” |
… G01 Z-5 G12.1 … |
|
G112 |
… G01 Z-5 G112 … |
3.7 程式碼管理 – 停用軸向插補程式碼
如果欄位為空白,則預設使用的程式碼為 G13.1
|
選項 |
結果 |
|
“空白” |
… G13.1 G00 Z20 … |
|
G113 |
… G113 G00 Z20 … |
3.9 程式碼管理 – 啟用徑向插補程式碼
如果欄位為空白,則預設使用的程式碼為 G07.1
|
選項 |
結果 |
|
“空白” |
… G07.1 C100 … |
|
G107 |
… G107 C100 … |
3.10 程式碼管理 – 停用徑向插補程式碼
如果欄位為空白,則預設使用的程式碼為 G07.1
|
選項 |
結果 |
|
“空白” |
… G07.1 C0 … |
|
G107 |
… G107 C0 … |
3.11 主要軸選項 – 主要軸管理
|
選項 |
結果 |
模組 |
… C0 … C359 C0 … |
線性 |
… C0 … C359 C360 … |
增量 |
… C0 … H1 H1 … |
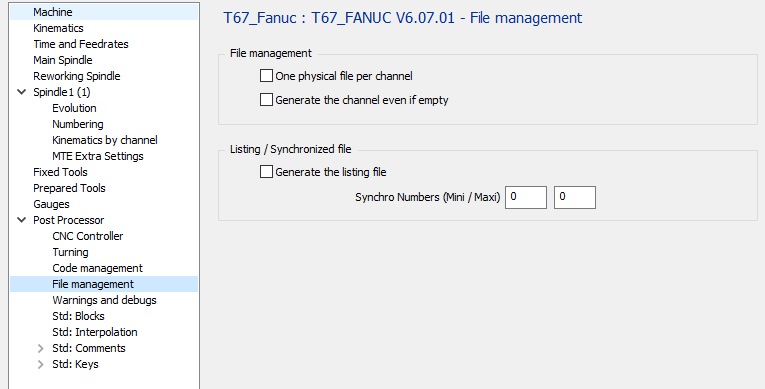
4 檔案管理頁面
|
4.1 檔案管理 – 每個通道一個實體檔案
|
選項 |
檔案 1 |
檔案 2 |
|
|
O1000 (第一通道程式) … … M30
O1001 (第二通道程式) … … M30 |
|
|
|
O1000 (第一通道程式) … … M30 |
O1001 (第二通道程式) … … M30 |
4.2 檔案管理 – 即使為空也產生通道
|
選項 |
結果 |
|
|
如果通道為空,則不輸出程式。 |
|
|
如果通道為空,仍會輸出程式(但為空) (僅輸出 O1001 和 M30) |
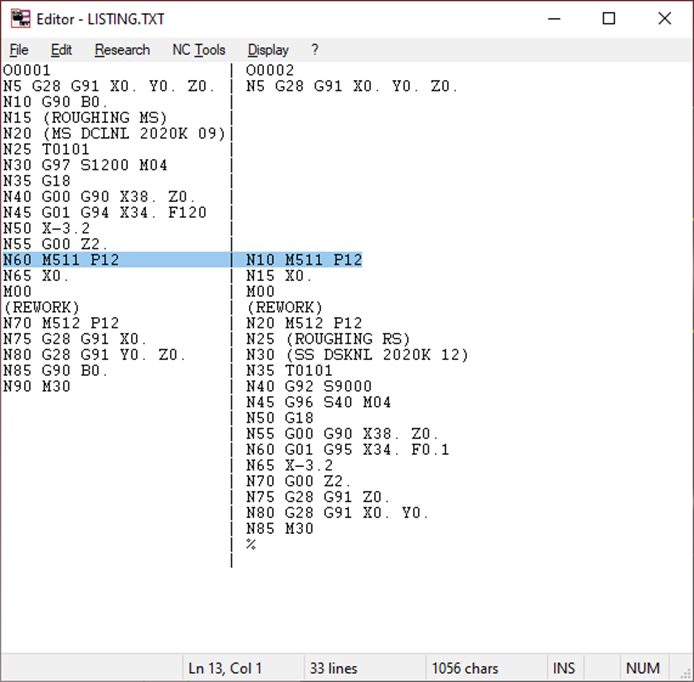
4.3 Listing / Synchronized File – Generate the Listing File
您需要設定同步號碼的最小值和最大值才能輸出列表。
|
選項 |
結果 |
|
|
不產生檔案以查看通道之間的同步。 |
|
|
產生檔案以查看通道之間的同步。 |
名稱為 Listing.TXT 的檔案將被暫時產生並顯示。
|
-
列表 / 同步檔案 – 同步號碼(最小值 / 最大值)
在此定義同步號碼(例如 500 – 540)
後處理器將在這些最小值和最大值之間搜尋同步號碼,以產生 Listing.TXT 檔案。
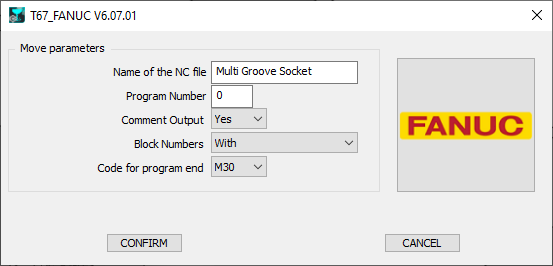
5 啟動頁面
|
5.1 NC 檔案名稱:在此定義產生的 NC 檔案名稱。
副檔名在 MCT 配置中定義。
5.2 程式號碼:如果定義為 0,則程式號碼將設為 1。
|
選項 |
結果 |
0 |
% O0001 … … |
“10” |
% O0010 … … |
“1234” |
% O1234 … … |
5.3 註解輸出:
|
選項 |
結果 |
|
否 |
… … T0101 … … |
|
是 |
… … (面銑) (CNMG 04) T0101 … … |
5.4 區塊號碼:
|
選項 |
結果 |
|
有 |
O1000 N5 T0101 N10 G00 X10 Z20 N15 Z10 … … N50 T0202 N55 G00 X20 Z20 N60 Z10 … … |
|
無 |
O1000 T0101 G00 X10 Z20 Z10 … … T0202 G00 X20 Z20 Z10 … … |
|
僅換刀 |
O1000 N5 T0101 G00 X10 Z20 Z10 … … N10 T0202 G00 X20 Z20 Z10 … … |
5.5 程式結束程式碼:
|
選項 |
結果 |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |