循環 : 輪廓加工, 輪廓再加工, 外形切割, 鍵槽加工, 錐度切割, 倒角
|
|
透過點擊 點擊這裡 . |
|
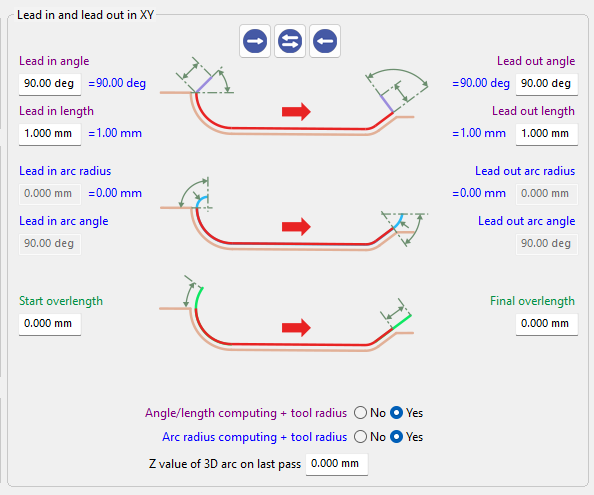
概述
這些功能定義了進刀和退刀的圓弧半徑和角度,它們控制刀具如何使用切線圓弧運動進入和退出材料。半徑決定了進入和退出圓弧的曲率,而圓弧角度定義了它們的範圍。總之,這些參數確保了刀具的平穩接合和分離,從而提高了表面品質和加工連續性。
此選項用於多種加工循環,具有不同的目的和行為。
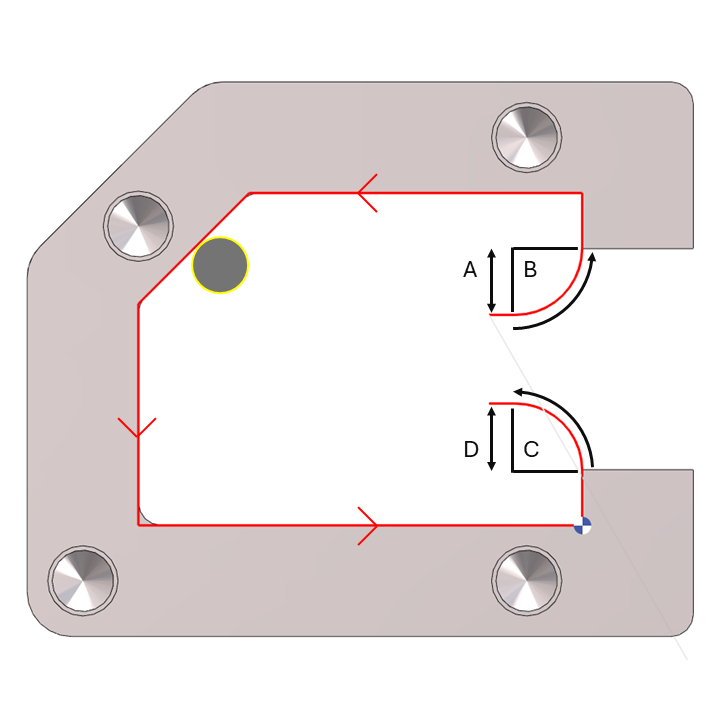
退刀圓弧角度 = 45° |
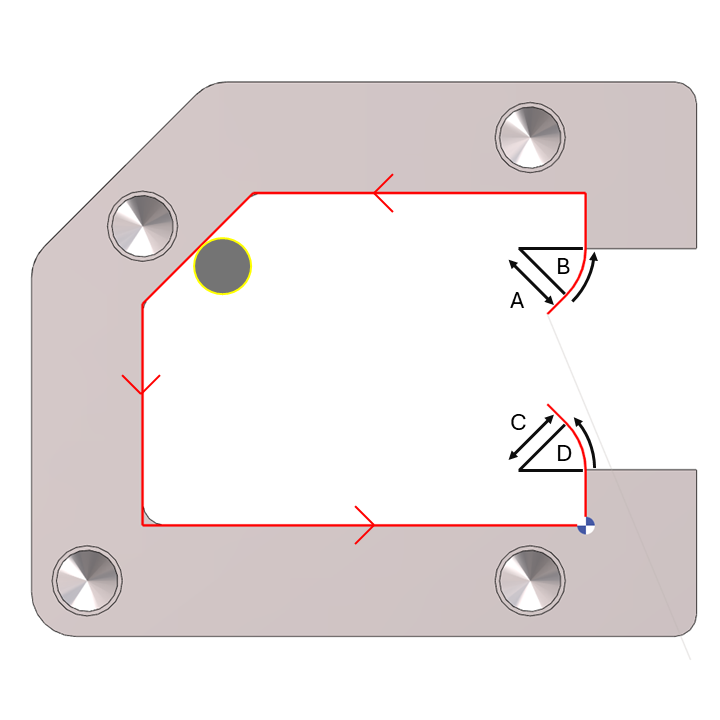
進刀/退刀圓弧角度 = 90° |
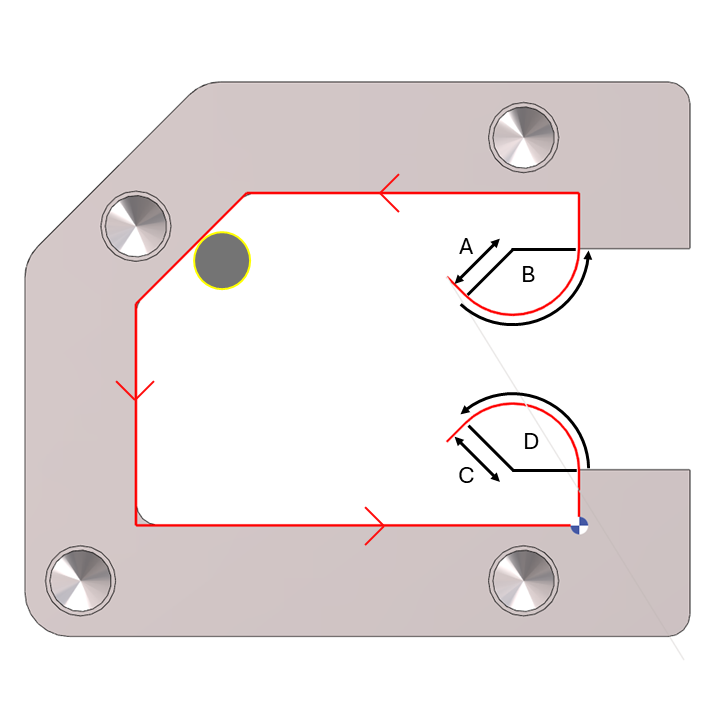
進刀/退刀圓弧角度 = 135° |
A. 進刀圓弧半徑進刀圓弧半徑在刀具路徑的開始處創建一個切線圓弧,從而實現平穩的切削進入並提高表面品質。當輪廓加工從線段或圓弧的中間開始時,這尤其有用。 半徑必須大於刀具半徑。 |
||
B. 進刀圓弧角度進刀圓弧角度控制著進入圓弧的長度。調整此值會改變用於刀具進入的圓弧範圍。 |
||
C. 退刀圓弧半徑退刀圓弧半徑在刀具路徑的末端定義一個切線圓弧,確保平穩的切削退出,並有助於防止在成品表面留下痕跡。 半徑必須大於刀具半徑。 |
||
D. 退刀圓弧角度退刀圓弧角度控制著退出圓弧的長度。調整此值會改變用於刀具退出的圓弧範圍。 |
||
循環 : 倒角
|
|
倒角循環 已得到改進,可在刀具定位時提供更大的靈活性。進刀和退刀圓弧不再局限於 90° 角。 |

|