循環 : 輪廓加工, 輪廓再加工, 鍵槽加工, 倒角, 錐度切割, 外形切割, 倒角
|
|
透過點擊 點擊此處 . |
|
總覽
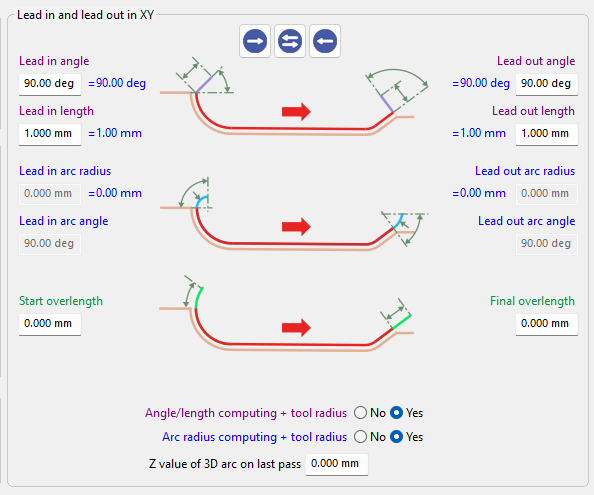
進刀/退刀角度與長度參數定義了刀具在開始切削前如何接近加工路徑。
這些設定控制刀具從快速定位轉換到程式設定刀具路徑時的移動方向和距離。
正確調整這些參數可確保順暢進入切削,同時最大限度地減少刀具的突然介入。
|
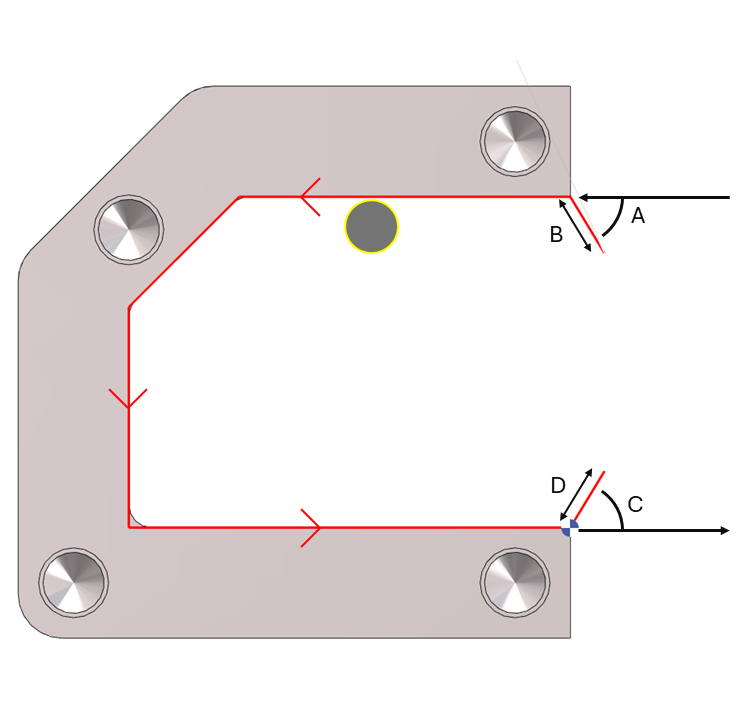
A. 進刀角度進刀角度與進刀長度一起,定義了刀具在加工路徑開始前以進給率進行的進刀移動。此移動允許刀具逐步介入材料並應用刀具直徑補償 (G41/G42)。 角度可在 0° 到 90° 之間設定。它相對於輪廓定義為絕對值,具體取決於刀具路徑位置和偏移設定。 |
B. 進刀長度進刀長度定義了刀具在到達加工路徑之前進入移動的距離。 此值必須大於刀具半徑,以確保刀具直徑補償的正確應用。長度沿進刀角度方向測量,而不是沿 X 或 Y 軸測量。 |
C. 退刀角度退刀角度與退刀長度一起,定義了刀具在加工路徑之後以進給率進行的退刀移動。 此移動允許刀具直徑補償 (G41/G42) 平滑取消。角度可在 0° 到 90° 之間設定,並相對於輪廓定義為絕對值,具體取決於刀具路徑位置和偏移設定。 |
D. 退刀長度退刀長度定義了刀具在離開加工路徑之後退刀移動的距離。 此值必須大於刀具半徑,以確保刀具直徑補償的正確取消。長度沿退刀角度方向測量,而不是沿 X 或 Y 軸測量。 |