|
|
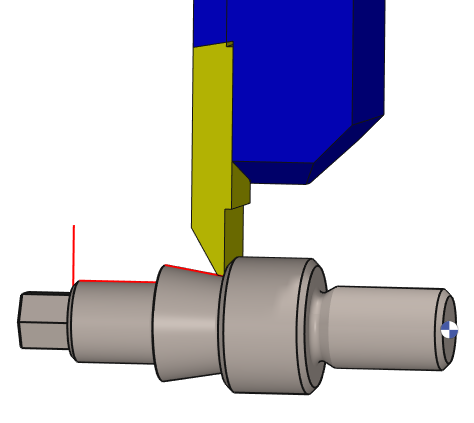
精加工操作使用成型刀具完成,特別用於背車加工。 |
重點
|
刀具可以是徑向車刀或成型刀。 使用成型刀具,徑向力較小,切屑控制更好,效果更佳。 切削刃在加工過程中會改變。 可以使用 *.sym 和 *.ouf 格式的刀具文件。 ISCAR 和 Kyocera 刀具庫可供下載。 |
|
策略參數
移動參數
|
對話區 |
參數 |
|
|
進退刀特性 |
||
|
|
||
|
退刀超出長度/向量 |
||
|
進刀超出長度/向量 |
||
|
限制切入/切出 |
||
|
退出安全距離 |
接近安全距離 |
|
技術參數
|
對話區 |
參數 |
|
|
切削條件 |
品質 |
切削線速 |
|
主軸轉速 |
轉速範圍 |
|
|
Z向進給 |
進給 |
|
|
X向進給 |
主軸方向 |
|
|
最大主軸轉速 |
|
|
|
刀具編號 |
特定編號 |
|
|
刀徑補正編號 |
刀長補償.編號 |
|
|
使用者欄位 |
註解 |
控制器設備 |
|
加工設定 |
|
|
選項參數
|
對話區 |
參數 |
|
|
碰撞管理 |
||
|
曲線計算 |
曲線公差 |
曲線分解為 |
|
刀具路徑選項 |
自動倒/圓角 |
最大角度 |