循环 : 深钻, 贯通孔
|
|
定义
下面将解释所有用于深孔加工模式的参数。
原理
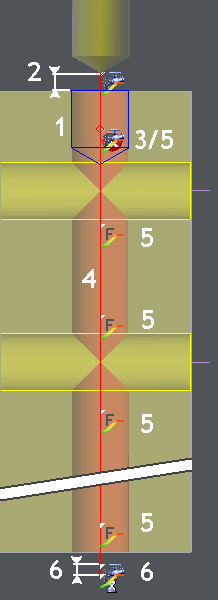
深孔加工遵循一个非常精确的流程:
|
1. 预钻孔: 在深孔加工之前,必须在孔中编程一个预钻孔操作。此钻孔的深度可以约为 1.5 x 直径 。对于直径10毫米,需要15毫米的深度。 |
|
|
2. 刀具接近: 主轴转速降低,然后在进入孔内之前的安全距离处停止主轴。 |
|
|
3. 刀具切入: 刀具切入预钻孔,一个 停止 用于控制操作。 |
|
|
4. 加工: 在整个加工过程中,主轴以正常转速运行。 |
|
|
5. 进给率降低: 进给率降低 在与另一个孔相交处 。为了确保钻头的正确引导,加工开始时也可以降低进给率。 如果孔是贯通孔,在穿透之前也可以降低进给率。 如果需要识别相交,必须先加工其他孔。 |
|
|
6. 退刀: 一个 退刀和停留 在孔的底部定义。之后,刀具以降低的主轴转速退刀。 |
参数说明
冷却延后
如果设置为是,冷却将在预钻孔的底部进行。
主轴转速降低
填写您想为以下操作编程的主轴转速值: 钻头的接近和退刀 。值以转/分钟表示。
进给率降低系数
此值是相对于在技术参数中定义的进给率的系数。
减少进给的起始距离
如果需要 降低主轴转速 在孔的开始处,在此字段中定义距离。在此距离之后,主轴转速将更改为正常值。它在技术参数页面中定义。
|
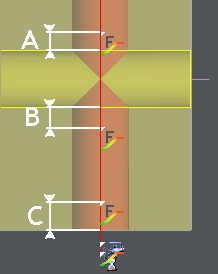
交叉前距离 (A): 此距离表示在与另一个孔相交之前进给率降低的时刻。 |
|
|
交叉后距离 (B): 此距离表示进给率值恢复为标准值的时刻。 |
|
|
穿透前距离 (C): 对于贯通材料孔,可以在穿透材料之前降低进给率。 |
|
|
|
|
|
|
|
|